



–ü—Ä–ł–Ĺ—Ü–ł–Ņ —Ä–į–Ī–ĺ—ā—č —Ā–≤–į—Ä–ĺ—á–Ĺ–ĺ–≥–ĺ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į –≤ —Ā–ĺ–≤—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ—č—Ö —É—Ā–Ľ–ĺ–≤–ł—Ź—Ö
–í –†–ĺ—Ā—Ā–ł–ł —Ā–≤–į—Ä–ĺ—á–Ĺ—č–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č —Ā—ā–į–Ľ–ł –Ĺ–Ķ–ĺ—ā—ä–Ķ–ľ–Ľ–Ķ–ľ–ĺ–Ļ —á–į—Ā—ā—Ć—é –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–į –ł —Ä–Ķ–ľ–ĺ–Ĺ—ā–į, –ĺ—Ā–ĺ–Ī–Ķ–Ĺ–Ĺ–ĺ –≤ —É—Ā–Ľ–ĺ–≤–ł—Ź—Ö –ł–ľ–Ņ–ĺ—Ä—ā–ĺ–∑–į–ľ–Ķ—Č–Ķ–Ĺ–ł—Ź, –≥–ī–Ķ —Ā–Ņ—Ä–ĺ—Ā –Ĺ–į –ĺ—ā–Ķ—á–Ķ—Ā—ā–≤–Ķ–Ĺ–Ĺ—č–Ķ –ľ–ĺ–ī–Ķ–Ľ–ł –≤—č—Ä–ĺ—Ā –Ĺ–į 25% –Ņ–ĺ –ī–į–Ĺ–Ĺ—č–ľ –†–ĺ—Ā—Ā—ā–į—ā–į –∑–į –Ņ–ĺ—Ā–Ľ–Ķ–ī–Ĺ–ł–Ļ –≥–ĺ–ī. –≠—ā–ł —É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–į –Ņ—Ä–Ķ–ĺ–Ī—Ä–į–∑—É—é—ā –Ņ–Ķ—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ—č–Ļ —ā–ĺ–ļ —Ā–Ķ—ā–ł –≤ —Ā—ā–į–Ī–ł–Ľ—Ć–Ĺ—č–Ļ —Ā–≤–į—Ä–ĺ—á–Ĺ—č–Ļ –ī—É–≥–ł, –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į—Ź —ā–ĺ—á–Ĺ–ĺ—Ā—ā—Ć –ł —ć—Ą—Ą–Ķ–ļ—ā–ł–≤–Ĺ–ĺ—Ā—ā—Ć. –ß—ā–ĺ–Ī—č –Ņ–ĺ–Ĺ—Ź—ā—Ć, –ļ–į–ļ —ć—ā–ĺ –Ņ—Ä–ĺ–ł—Ā—Ö–ĺ–ī–ł—ā, –Ĺ–į—á–Ĺ–Ķ–ľ —Ā –ĺ—Ā–Ĺ–ĺ–≤: –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä –ł—Ā–Ņ–ĺ–Ľ—Ć–∑—É–Ķ—ā —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ—č–Ķ —Ā—Ö–Ķ–ľ—č –ī–Ľ—Ź –Ņ—Ä–Ķ–ĺ–Ī—Ä–į–∑–ĺ–≤–į–Ĺ–ł—Ź —ć–Ĺ–Ķ—Ä–≥–ł–ł, –≥–ī–Ķ –ļ–Ľ—é—á–Ķ–≤—É—é —Ä–ĺ–Ľ—Ć –ł–≥—Ä–į—é—ā –Ņ–ĺ–Ľ—É–Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł–ļ–ĺ–≤—č–Ķ —ć–Ľ–Ķ–ľ–Ķ–Ĺ—ā—č, —ā–į–ļ–ł–Ķ –ļ–į–ļ —Ā–ī–≤–ł–≥–ĺ–≤—č–Ķ —Ä–Ķ–≥–ł—Ā—ā—Ä—č –≤ –Ľ–ĺ–≥–ł—á–Ķ—Ā–ļ–ł—Ö —Ü–Ķ–Ņ—Ź—Ö —É–Ņ—Ä–į–≤–Ľ–Ķ–Ĺ–ł—Ź. –ü–ĺ–ī—Ä–ĺ–Ī–Ĺ—č–Ļ –ļ–į—ā–į–Ľ–ĺ–≥ —ā–į–ļ–ł—Ö –ļ–ĺ–ľ–Ņ–ĺ–Ĺ–Ķ–Ĺ—ā–ĺ–≤ –ī–ĺ—Ā—ā—É–Ņ–Ķ–Ĺ –Ĺ–į —Ā–į–Ļ—ā–Ķ –Ņ–ĺ—Ā—ā–į–≤—Č–ł–ļ–į —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ—č—Ö –ī–Ķ—ā–į–Ľ–Ķ–Ļ, –Ĺ–į–Ņ—Ä–ł–ľ–Ķ—Ä, –Ņ–ĺ https://eicom.ru/catalog/Integrated%20Circuits%20(ICs)/Logic%20-%20Shift%20Registers, —á—ā–ĺ –Ņ–ĺ–Ľ–Ķ–∑–Ĺ–ĺ –ī–Ľ—Ź –ł–Ĺ–∂–Ķ–Ĺ–Ķ—Ä–ĺ–≤, —Ā–ĺ–Ī–ł—Ä–į—é—Č–ł—Ö –ł–Ľ–ł —Ä–Ķ–ľ–ĺ–Ĺ—ā–ł—Ä—É—é—Č–ł—Ö –į–Ņ–Ņ–į—Ä–į—ā—č.
–°–≤–į—Ä–ĺ—á–Ĺ—č–Ļ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä –Ņ—Ä–Ķ–ī—Ā—ā–į–≤–Ľ—Ź–Ķ—ā —Ā–ĺ–Ī–ĺ–Ļ —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ĺ–Ķ —É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–ĺ, –Ņ—Ä–Ķ–ī–Ĺ–į–∑–Ĺ–į—á–Ķ–Ĺ–Ĺ–ĺ–Ķ –ī–Ľ—Ź –≥–Ķ–Ĺ–Ķ—Ä–į—Ü–ł–ł —Ā–≤–į—Ä–ĺ—á–Ĺ–ĺ–≥–ĺ —ā–ĺ–ļ–į –ľ–Ķ—ā–ĺ–ī–ĺ–ľ –ł–Ĺ–≤–Ķ—Ä—Ā–ł–ł. –í –ĺ—ā–Ľ–ł—á–ł–Ķ –ĺ—ā —ā—Ä–į–ī–ł—Ü–ł–ĺ–Ĺ–Ĺ—č—Ö —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä–Ĺ—č—Ö –į–Ņ–Ņ–į—Ä–į—ā–ĺ–≤, –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č –ļ–ĺ–ľ–Ņ–į–ļ—ā–Ĺ—č –ł —ć–Ĺ–Ķ—Ä–≥–ĺ—ć—Ą—Ą–Ķ–ļ—ā–ł–≤–Ĺ—č –Ī–Ľ–į–≥–ĺ–ī–į—Ä—Ź –ł—Ā–Ņ–ĺ–Ľ—Ć–∑–ĺ–≤–į–Ĺ–ł—é –≤—č—Ā–ĺ–ļ–ĺ—á–į—Ā—ā–ĺ—ā–Ĺ—č—Ö —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł–Ļ. –ě—Ā–Ĺ–ĺ–≤–Ĺ–ĺ–Ļ –Ņ—Ä–ł–Ĺ—Ü–ł–Ņ –ĺ—Ā–Ĺ–ĺ–≤–į–Ĺ –Ĺ–į –Ņ—Ä–Ķ–ĺ–Ī—Ä–į–∑–ĺ–≤–į–Ĺ–ł–ł –≤—Ö–ĺ–ī–Ĺ–ĺ–≥–ĺ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł—Ź —Ā–Ķ—ā–ł (–ĺ–Ī—č—á–Ĺ–ĺ 220 –í –Ņ–Ķ—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ–ĺ–≥–ĺ —ā–ĺ–ļ–į) –≤ –Ņ–ĺ—Ā—ā–ĺ—Ź–Ĺ–Ĺ—č–Ļ —ā–ĺ–ļ, –Ķ–≥–ĺ –ł–Ĺ–≤–Ķ—Ä—Ā–ł–ł –≤ –≤—č—Ā–ĺ–ļ–ĺ—á–į—Ā—ā–ĺ—ā–Ĺ—č–Ļ –Ņ–Ķ—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ—č–Ļ —Ā–ł–≥–Ĺ–į–Ľ –ł –Ņ–ĺ—Ā–Ľ–Ķ–ī—É—é—Č–Ķ–ľ –Ņ–ĺ–Ĺ–ł–∂–Ķ–Ĺ–ł–ł –ī–ĺ –Ĺ—É–∂–Ĺ–ĺ–≥–ĺ —É—Ä–ĺ–≤–Ĺ—Ź –ī–Ľ—Ź –ī—É–≥–ł. –≠—ā–ĺ –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź–Ķ—ā –ī–ĺ–Ī–ł—ā—Ć—Ā—Ź –≤–Ķ—Ā–į –į–Ņ–Ņ–į—Ä–į—ā–į –≤ 5‚Äď10 –ļ–≥ –≤–ľ–Ķ—Ā—ā–ĺ 20‚Äď50 –ļ–≥ —É —Ā—ā–į—Ä—č—Ö –ľ–ĺ–ī–Ķ–Ľ–Ķ–Ļ, —á—ā–ĺ –į–ļ—ā—É–į–Ľ—Ć–Ĺ–ĺ –ī–Ľ—Ź –ľ–ĺ–Ī–ł–Ľ—Ć–Ĺ—č—Ö —Ä–į–Ī–ĺ—ā –Ĺ–į —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł—Ö —Ā—ā—Ä–ĺ–Ļ–Ņ–Ľ–ĺ—Č–į–ī–ļ–į—Ö.
–†–į—Ā—Ā–ľ–ĺ—ā—Ä–ł–ľ –ļ–ĺ–Ĺ—ā–Ķ–ļ—Ā—ā –Ņ—Ä–ł–ľ–Ķ–Ĺ–Ķ–Ĺ–ł—Ź –≤ –†–ĺ—Ā—Ā–ł–ł. –°–ĺ–≥–Ľ–į—Ā–Ĺ–ĺ –Ĺ–ĺ—Ä–ľ–į–ľ –ď–ě–°–Ę –† 52639-2012, —Ā–≤–į—Ä–ĺ—á–Ĺ—č–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č –ī–ĺ–Ľ–∂–Ĺ—č —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ĺ–≤–į—ā—Ć —ā—Ä–Ķ–Ī–ĺ–≤–į–Ĺ–ł—Ź–ľ –Ņ–ĺ —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–Ī–Ķ–∑–ĺ–Ņ–į—Ā–Ĺ–ĺ—Ā—ā–ł –ł —Ā—ā–į–Ī–ł–Ľ—Ć–Ĺ–ĺ—Ā—ā–ł —ā–ĺ–ļ–į, –ĺ—Ā–ĺ–Ī–Ķ–Ĺ–Ĺ–ĺ –≤ —É—Ā–Ľ–ĺ–≤–ł—Ź—Ö –Ņ–Ķ—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ–ĺ–≥–ĺ –ļ–į—á–Ķ—Ā—ā–≤–į —Ā–Ķ—ā–ł –≤ —É–ī–į–Ľ–Ķ–Ĺ–Ĺ—č—Ö —Ä–Ķ–≥–ł–ĺ–Ĺ–į—Ö, —ā–į–ļ–ł—Ö –ļ–į–ļ –°–ł–Ī–ł—Ä—Ć –ł–Ľ–ł –Ē–į–Ľ—Ć–Ĺ–ł–Ļ –í–ĺ—Ā—ā–ĺ–ļ. –ė—Ā—Ā–Ľ–Ķ–ī–ĺ–≤–į–Ĺ–ł—Ź –ė–Ĺ—Ā—ā–ł—ā—É—ā–į —ć–Ľ–Ķ–ļ—ā—Ä–ĺ—Ā–≤–į—Ä–ļ–ł –ł–ľ. –ē.–ě. –ü–į—ā–ĺ–Ĺ–į –Ņ–ĺ–ļ–į–∑—č–≤–į—é—ā, —á—ā–ĺ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–Ĺ—č–Ķ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł–ł —Ā–Ĺ–ł–∂–į—é—ā —ć–Ĺ–Ķ—Ä–≥–ĺ–Ņ–ĺ—ā—Ä–Ķ–Ī–Ľ–Ķ–Ĺ–ł–Ķ –Ĺ–į 30‚Äď40% –Ņ–ĺ —Ā—Ä–į–≤–Ĺ–Ķ–Ĺ–ł—é —Ā —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä–Ĺ—č–ľ–ł –į–Ĺ–į–Ľ–ĺ–≥–į–ľ–ł, —á—ā–ĺ –≤–į–∂–Ĺ–ĺ –ī–Ľ—Ź —Ā–Ĺ–ł–∂–Ķ–Ĺ–ł—Ź –∑–į—ā—Ä–į—ā –≤ –Ņ—Ä–ĺ–ľ—č—ą–Ľ–Ķ–Ĺ–Ĺ–ĺ–ľ —Ā–Ķ–ļ—ā–ĺ—Ä–Ķ.
–ě—Ā–Ĺ–ĺ–≤–Ĺ—č–Ķ –ļ–ĺ–ľ–Ņ–ĺ–Ĺ–Ķ–Ĺ—ā—č —Ā–≤–į—Ä–ĺ—á–Ĺ–ĺ–≥–ĺ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į
–°—ā—Ä—É–ļ—ā—É—Ä–į –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į –≤–ļ–Ľ—é—á–į–Ķ—ā –Ĺ–Ķ—Ā–ļ–ĺ–Ľ—Ć–ļ–ĺ –ļ–Ľ—é—á–Ķ–≤—č—Ö –Ī–Ľ–ĺ–ļ–ĺ–≤, –ļ–į–∂–ī—č–Ļ –ł–∑ –ļ–ĺ—ā–ĺ—Ä—č—Ö –≤—č–Ņ–ĺ–Ľ–Ĺ—Ź–Ķ—ā —Ā–Ņ–Ķ—Ü–ł—Ą–ł—á–Ķ—Ā–ļ—É—é —Ą—É–Ĺ–ļ—Ü–ł—é. –Ě–į—á–Ĺ–Ķ–ľ —Ā –Ī–Ľ–ĺ–ļ–į –≤—č–Ņ—Ä—Ź–ľ–Ľ–Ķ–Ĺ–ł—Ź: –ĺ–Ĺ –Ņ—Ä–Ķ–ĺ–Ī—Ä–į–∑—É–Ķ—ā –Ņ–Ķ—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ—č–Ļ —ā–ĺ–ļ —Ā–Ķ—ā–ł –≤ –Ņ–ĺ—Ā—ā–ĺ—Ź–Ĺ–Ĺ—č–Ļ —Ā –Ņ–ĺ–ľ–ĺ—Č—Ć—é –ī–ł–ĺ–ī–Ĺ—č—Ö –ľ–ĺ—Ā—ā–ĺ–≤. –Ē–ł–ĺ–ī–Ĺ—č–Ļ –ľ–ĺ—Ā—ā ‚ÄĒ —ć—ā–ĺ —Ā–Ī–ĺ—Ä–ļ–į –Ņ–ĺ–Ľ—É–Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł–ļ–ĺ–≤—č—Ö –ī–ł–ĺ–ī–ĺ–≤, —Ā–ĺ–Ķ–ī–ł–Ĺ–Ķ–Ĺ–Ĺ—č—Ö –≤ –ļ–ĺ–Ĺ—Ą–ł–≥—É—Ä–į—Ü–ł—é, –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į—é—Č—É—é –ĺ–ī–Ĺ–ĺ—Ā—ā–ĺ—Ä–ĺ–Ĺ–Ĺ–ł–Ļ —ā–ĺ–ļ. –í —Ā–ĺ–≤—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ—č—Ö –ľ–ĺ–ī–Ķ–Ľ—Ź—Ö, —ā–į–ļ–ł—Ö –ļ–į–ļ —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł–Ķ –į–Ņ–Ņ–į—Ä–į—ā—č –°–≤–į—Ä–ĺ–≥ –ł–Ľ–ł –†–Ķ—Ā–į–Ĺ—ā–į, –ł—Ā–Ņ–ĺ–Ľ—Ć–∑—É—é—ā—Ā—Ź –ī–ł–ĺ–ī—č —Ā –ĺ–Ī—Ä–į—ā–Ĺ—č–ľ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł–Ķ–ľ –ī–ĺ 1000 –í –ī–Ľ—Ź –∑–į—Č–ł—ā—č –ĺ—ā —Ā–ļ–į—á–ļ–ĺ–≤ –≤ —Ā–Ķ—ā–ł.
–Ē–į–Ľ–Ķ–Ķ —Ā–Ľ–Ķ–ī—É–Ķ—ā —Ā–ł–Ľ–ĺ–≤–ĺ–Ļ —ā—Ä–į–Ĺ–∑–ł—Ā—ā–ĺ—Ä–Ĺ—č–Ļ –ľ–ĺ—Ā—ā, —á–į—Ā—ā–ĺ –Ĺ–į –Ī–į–∑–Ķ IGBT-—ā—Ä–į–Ĺ–∑–ł—Ā—ā–ĺ—Ä–ĺ–≤ (Insulated Gate Bipolar Transistor ‚ÄĒ –ł–∑–ĺ–Ľ–ł—Ä–ĺ–≤–į–Ĺ–Ĺ—č–Ļ –∑–į—ā–≤–ĺ—Ä–Ĺ—č–Ļ –Ī–ł–Ņ–ĺ–Ľ—Ź—Ä–Ĺ—č–Ļ —ā—Ä–į–Ĺ–∑–ł—Ā—ā–ĺ—Ä). –≠—ā–ł —ć–Ľ–Ķ–ľ–Ķ–Ĺ—ā—č –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź—é—ā —Ä–į–Ī–ĺ—ā–į—ā—Ć –Ĺ–į —á–į—Ā—ā–ĺ—ā–į—Ö 20‚Äď100 –ļ –ď—Ü, —á—ā–ĺ –ľ–ł–Ĺ–ł–ľ–ł–∑–ł—Ä—É–Ķ—ā —Ä–į–∑–ľ–Ķ—Ä—č —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä–į. IGBT —Ā–ĺ—á–Ķ—ā–į–Ķ—ā –≤—č—Ā–ĺ–ļ—É—é —Ā–ļ–ĺ—Ä–ĺ—Ā—ā—Ć –Ņ–Ķ—Ä–Ķ–ļ–Ľ—é—á–Ķ–Ĺ–ł—Ź MOSFET —Ā –ľ–ĺ—Č–Ĺ–ĺ—Ā—ā—Ć—é –Ī–ł–Ņ–ĺ–Ľ—Ź—Ä–Ĺ—č—Ö —ā—Ä–į–Ĺ–∑–ł—Ā—ā–ĺ—Ä–ĺ–≤, –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į—Ź –ö–ü–Ē –ī–ĺ 90%. –í —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ĺ–ľ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–Ķ, –Ĺ–į–Ņ—Ä–ł–ľ–Ķ—Ä, –Ĺ–į –∑–į–≤–ĺ–ī–į—Ö –≤ –ü–Ķ—Ä–ľ–ł –ł–Ľ–ł –ß–Ķ–Ľ—Ź–Ī–ł–Ĺ—Ā–ļ–Ķ, –Ņ—Ä–ł–ľ–Ķ–Ĺ—Ź—é—ā—Ā—Ź –ĺ—ā–Ķ—á–Ķ—Ā—ā–≤–Ķ–Ĺ–Ĺ—č–Ķ –į–Ĺ–į–Ľ–ĺ–≥–ł –ł–ľ–Ņ–ĺ—Ä—ā–Ĺ—č—Ö IGBT, —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—Č–ł–Ķ —Ā—ā–į–Ĺ–ī–į—Ä—ā–į–ľ –Ę–£ 3412-001-XXXX.
–í—č—Ā–ĺ–ļ–į—Ź —á–į—Ā—ā–ĺ—ā–į –ł–Ĺ–≤–Ķ—Ä—Ā–ł–ł –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź–Ķ—ā –∑–Ĺ–į—á–ł—ā–Ķ–Ľ—Ć–Ĺ–ĺ —É–ľ–Ķ–Ĺ—Ć—ą–ł—ā—Ć –ľ–į—Ā—Ā—É –ł –≥–į–Ī–į—Ä–ł—ā—č –į–Ņ–Ņ–į—Ä–į—ā–į, –ī–Ķ–Ľ–į—Ź –Ķ–≥–ĺ —É–ī–ĺ–Ī–Ĺ—č–ľ –ī–Ľ—Ź –Ņ–ĺ–Ľ–Ķ–≤—č—Ö —É—Ā–Ľ–ĺ–≤–ł–Ļ.
–®–Ķ–ī—ą–ł–Ļ –Ī–Ľ–ĺ–ļ ‚ÄĒ —ć—ā–ĺ –≤—č—Ā–ĺ–ļ–ĺ–≤–ĺ–Ľ—Ć—ā–Ĺ—č–Ļ —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä, –Ņ–ĺ–Ĺ–ł–∂–į—é—Č–ł–Ļ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł–Ķ –ī–ĺ 50‚Äď80 –í –ī–Ľ—Ź —Ā–≤–į—Ä–ļ–ł. –í –ĺ—ā–Ľ–ł—á–ł–Ķ –ĺ—ā –Ĺ–ł–∑–ļ–ĺ—á–į—Ā—ā–ĺ—ā–Ĺ—č—Ö —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä–ĺ–≤, –≤—č—Ā–ĺ–ļ–ĺ—á–į—Ā—ā–ĺ—ā–Ĺ—č–Ļ –≤–į—Ä–ł–į–Ĺ—ā –ł–ľ–Ķ–Ķ—ā —Ą–Ķ—Ä—Ä–ł—ā–ĺ–≤–ĺ–Ķ —Ź–ī—Ä–ĺ, —á—ā–ĺ —Ā–Ĺ–ł–∂–į–Ķ—ā –Ņ–ĺ—ā–Ķ—Ä–ł –Ĺ–į –≥–ł—Ā—ā–Ķ—Ä–Ķ–∑–ł—Ā. –ź–Ĺ–į–Ľ–ł–∑ –Ņ–ĺ–ļ–į–∑—č–≤–į–Ķ—ā, —á—ā–ĺ –≤ –ľ–ĺ–ī–Ķ–Ľ—Ź—Ö 2026 –≥–ĺ–ī–į, —ā–į–ļ–ł—Ö –ļ–į–ļ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č —Ā —Ü–ł—Ą—Ä–ĺ–≤—č–ľ —É–Ņ—Ä–į–≤–Ľ–Ķ–Ĺ–ł–Ķ–ľ, —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä –ł–Ĺ—ā–Ķ–≥—Ä–ł—Ä–ĺ–≤–į–Ĺ —Ā –∑–į—Č–ł—ā–ĺ–Ļ –ĺ—ā –Ņ–Ķ—Ä–Ķ–≥—Ä–Ķ–≤–į –Ņ–ĺ –ď–ě–°–Ę IEC 60974-1.
–ü–ĺ—Ā–Ľ–Ķ —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä–į —ā–ĺ–ļ —Ā–Ĺ–ĺ–≤–į –≤—č–Ņ—Ä—Ź–ľ–Ľ—Ź–Ķ—ā—Ā—Ź –ł —Ā–≥–Ľ–į–∂–ł–≤–į–Ķ—ā—Ā—Ź —Ą–ł–Ľ—Ć—ā—Ä–į–ľ–ł –ł–∑ –ļ–ĺ–Ĺ–ī–Ķ–Ĺ—Ā–į—ā–ĺ—Ä–ĺ–≤ –ł –ī—Ä–ĺ—Ā—Ā–Ķ–Ľ–Ķ–Ļ. –Ē—Ä–ĺ—Ā—Ā–Ķ–Ľ—Ć ‚ÄĒ –ł–Ĺ–ī—É–ļ—ā–ł–≤–Ĺ–į—Ź –ļ–į—ā—É—ą–ļ–į, —Ā—ā–į–Ī–ł–Ľ–ł–∑–ł—Ä—É—é—Č–į—Ź —ā–ĺ–ļ –ī—É–≥–ł –ł –Ņ—Ä–Ķ–ī–ĺ—ā–≤—Ä–į—Č–į—é—Č–į—Ź –Ķ–Ķ –∑–į—ā—É—Ö–į–Ĺ–ł–Ķ. –í –Ņ—Ä–ĺ—Ą–Ķ—Ā—Ā–ł–ĺ–Ĺ–į–Ľ—Ć–Ĺ—č—Ö –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į—Ö, –ł—Ā–Ņ–ĺ–Ľ—Ć–∑—É–Ķ–ľ—č—Ö –≤ —Ā—É–ī–ĺ—Ā—ā—Ä–ĺ–Ķ–Ĺ–ł–ł –Ĺ–į –Ď–į–Ľ—ā–ł–Ļ—Ā–ļ–ĺ–ľ –∑–į–≤–ĺ–ī–Ķ, –ī—Ä–ĺ—Ā—Ā–Ķ–Ľ–ł –ł–ľ–Ķ—é—ā –ľ–ĺ—Č–Ĺ–ĺ—Ā—ā—Ć –ī–ĺ 500 –ź, –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į—Ź —Ä–į–Ī–ĺ—ā—É —Ā —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–į–ľ–ł –ī–ł–į–ľ–Ķ—ā—Ä–ĺ–ľ 1‚Äď6 –ľ–ľ.
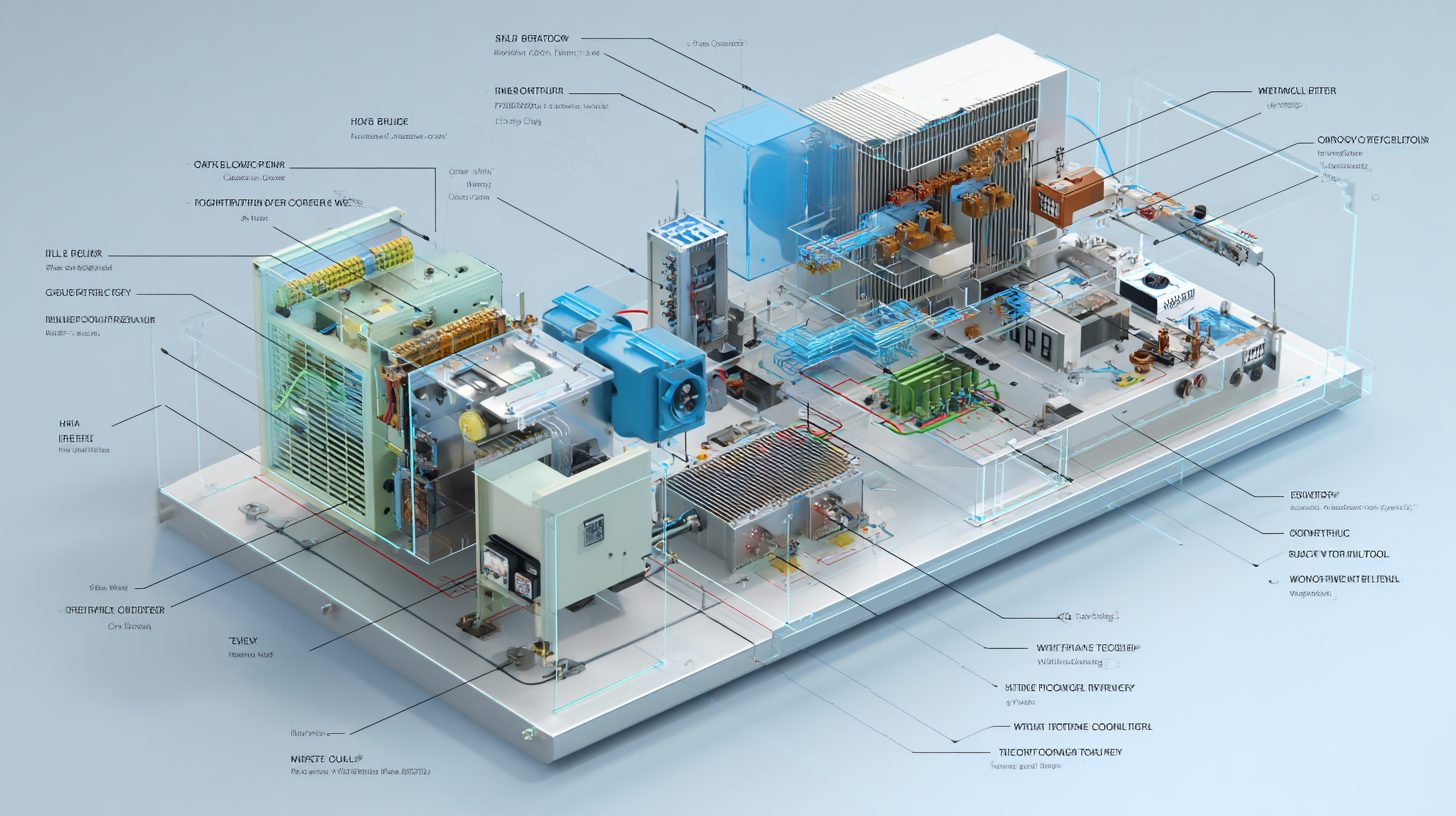
–£–Ņ—Ä–į–≤–Ľ—Ź—é—Č–į—Ź —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–ł–ļ–į ‚ÄĒ —Ā–Ķ—Ä–ī—Ü–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į. –ú–ł–ļ—Ä–ĺ–ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ–Ľ–Ķ—Ä (MCU ‚ÄĒ Microcontroller Unit) –ľ–ĺ–Ĺ–ł—ā–ĺ—Ä–ł—ā –Ņ–į—Ä–į–ľ–Ķ—ā—Ä—č –ł —Ä–Ķ–≥—É–Ľ–ł—Ä—É–Ķ—ā –®–ė–ú (—ą–ł—Ä–ĺ—ā–Ĺ–ĺ-–ł–ľ–Ņ—É–Ľ—Ć—Ā–Ĺ—É—é –ľ–ĺ–ī—É–Ľ—Ź—Ü–ł—é). –®–ė–ú –ł–∑–ľ–Ķ–Ĺ—Ź–Ķ—ā –ī–Ľ–ł—ā–Ķ–Ľ—Ć–Ĺ–ĺ—Ā—ā—Ć –ł–ľ–Ņ—É–Ľ—Ć—Ā–ĺ–≤ –ī–Ľ—Ź –ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ—Ź –≤—č—Ö–ĺ–ī–Ĺ–ĺ–≥–ĺ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł—Ź. –í —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł—Ö –ľ–ĺ–ī–Ķ–Ľ—Ź—Ö, –ļ–į–ļ –í–ł—Ö—Ä—Ć, MCU —á–į—Ā—ā–ĺ –ĺ—ā–Ķ—á–Ķ—Ā—ā–≤–Ķ–Ĺ–Ĺ–ĺ–≥–ĺ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–į, –Ĺ–į–Ņ—Ä–ł–ľ–Ķ—Ä, –Ĺ–į –Ī–į–∑–Ķ —á–ł–Ņ–ĺ–≤ –≠–Ľ—Ć–Ī—Ä—É—Ā, —á—ā–ĺ –Ņ–ĺ–≤—č—ą–į–Ķ—ā –Ĺ–į–ī–Ķ–∂–Ĺ–ĺ—Ā—ā—Ć –≤ —É—Ā–Ľ–ĺ–≤–ł—Ź—Ö —Ā–į–Ĺ–ļ—Ü–ł–Ļ.
–ü—Ä–Ķ–ī–Ņ–ĺ—Ā—č–Ľ–ļ–ł –ī–Ľ—Ź –Ņ–ĺ–Ĺ–ł–ľ–į–Ĺ–ł—Ź: –ī–Ľ—Ź —Ā–Ī–ĺ—Ä–ļ–ł –ł–Ľ–ł —Ä–Ķ–ľ–ĺ–Ĺ—ā–į —ā—Ä–Ķ–Ī—É–Ķ—ā—Ā—Ź –Ī–į–∑–ĺ–≤–ĺ–Ķ –∑–Ĺ–į–Ĺ–ł–Ķ —ć–Ľ–Ķ–ļ—ā—Ä–ĺ—ā–Ķ—Ö–Ĺ–ł–ļ–ł –ł –ľ—É–Ľ—Ć—ā–ł–ľ–Ķ—ā—Ä. –ě–≥—Ä–į–Ĺ–ł—á–Ķ–Ĺ–ł—Ź: —Ā—ā–į—ā—Ć—Ź –ĺ–Ņ–ł—Ä–į–Ķ—ā—Ā—Ź –Ĺ–į –ĺ–Ī—Č–ł–Ķ –Ņ—Ä–ł–Ĺ—Ü–ł–Ņ—č; –ī–Ľ—Ź –ļ–ĺ–Ĺ–ļ—Ä–Ķ—ā–Ĺ—č—Ö –ľ–ĺ–ī–Ķ–Ľ–Ķ–Ļ –ļ–ĺ–Ĺ—Ā—É–Ľ—Ć—ā–ł—Ä—É–Ļ—ā–Ķ—Ā—Ć —Ā –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī–ł—ā–Ķ–Ľ–Ķ–ľ.
- –ü—Ä–ĺ–≤–Ķ—Ä—Ć—ā–Ķ –≤—Ö–ĺ–ī–Ĺ–ĺ–Ļ –Ī–Ľ–ĺ–ļ –Ĺ–į –Ĺ–į–Ľ–ł—á–ł–Ķ –Ņ–ĺ–≤—Ä–Ķ–∂–ī–Ķ–Ĺ–ł–Ļ –ī–ł–ĺ–ī–ĺ–≤.
- –ė–∑–ľ–Ķ—Ä—Ć—ā–Ķ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł–Ķ –Ĺ–į –≤—č—Ö–ĺ–ī–Ķ –≤—č–Ņ—Ä—Ź–ľ–ł—ā–Ķ–Ľ—Ź (–ī–ĺ–Ľ–∂–Ĺ–ĺ –Ī—č—ā—Ć –ĺ–ļ–ĺ–Ľ–ĺ 310 –í –Ņ–ĺ—Ā—ā–ĺ—Ź–Ĺ–Ĺ–ĺ–≥–ĺ —ā–ĺ–ļ–į).
- –ü—Ä–ĺ—ā–Ķ—Ā—ā–ł—Ä—É–Ļ—ā–Ķ IGBT –Ĺ–į –ļ–ĺ—Ä–ĺ—ā–ļ–ĺ–Ķ –∑–į–ľ—č–ļ–į–Ĺ–ł–Ķ –ĺ—Ā—Ü–ł–Ľ–Ľ–ĺ–≥—Ä–į—Ą–ĺ–ľ.
- –£–Ī–Ķ–ī–ł—ā–Ķ—Ā—Ć –≤ —Ü–Ķ–Ľ–ĺ—Ā—ā–Ĺ–ĺ—Ā—ā–ł —Ą–ł–Ľ—Ć—ā—Ä–ĺ–≤, –ł–∑–ľ–Ķ—Ä–ł–≤ –Ķ–ľ–ļ–ĺ—Ā—ā—Ć –ļ–ĺ–Ĺ–ī–Ķ–Ĺ—Ā–į—ā–ĺ—Ä–ĺ–≤.
- –ü—Ä–ĺ–≤–Ķ—Ä—Ć—ā–Ķ –ľ–ł–ļ—Ä–ĺ–ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ–Ľ–Ķ—Ä –Ĺ–į –Ĺ–į–Ľ–ł—á–ł–Ķ –ĺ—ą–ł–Ī–ĺ–ļ –Ņ–ĺ —Ā–≤–Ķ—ā–ĺ–ī–ł–ĺ–ī–Ĺ—č–ľ –ł–Ĺ–ī–ł–ļ–į—ā–ĺ—Ä–į–ľ.
–ß–Ķ–ļ-–Ľ–ł—Ā—ā –Ņ—Ä–ĺ–≤–Ķ—Ä–ļ–ł –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į:
- –°–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É–Ķ—ā –Ľ–ł –į–Ņ–Ņ–į—Ä–į—ā –ď–ě–°–Ę –Ņ–ĺ –ľ–ĺ—Č–Ĺ–ĺ—Ā—ā–ł?
- –ē—Ā—ā—Ć –Ľ–ł –∑–į—Č–ł—ā–į –ĺ—ā –Ņ–Ķ—Ä–Ķ–≥—Ä—É–∑–ļ–ł?
- –ü—Ä–ĺ–≤–Ķ—Ä–Ķ–Ĺ–į –Ľ–ł –ł–∑–ĺ–Ľ—Ź—Ü–ł—Ź –ļ–į–Ī–Ķ–Ľ–Ķ–Ļ?
- –Ę–Ķ—Ā—ā–ł—Ä–ĺ–≤–į–Ĺ –Ľ–ł —Ö–ĺ–Ľ–ĺ—Ā—ā–ĺ–Ļ —Ö–ĺ–ī (–Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł–Ķ 60‚Äď90 –í)?
- –Ē–ĺ–ļ—É–ľ–Ķ–Ĺ—ā–ł—Ä–ĺ–≤–į–Ĺ—č –Ľ–ł –Ņ–į—Ä–į–ľ–Ķ—ā—Ä—č —Ā–≤–į—Ä–ļ–ł?
–Ę–ł–Ņ–ł—á–Ĺ—č–Ķ –ĺ—ą–ł–Ī–ļ–ł: –ł–≥–Ĺ–ĺ—Ä–ł—Ä–ĺ–≤–į–Ĺ–ł–Ķ –ļ–į—á–Ķ—Ā—ā–≤–į —Ā–Ķ—ā–ł –Ņ—Ä–ł–≤–ĺ–ī–ł—ā –ļ —Ā–≥–ĺ—Ä–į–Ĺ–ł—é —ā—Ä–į–Ĺ–∑–ł—Ā—ā–ĺ—Ä–ĺ–≤ ‚ÄĒ –ł—Ā–Ņ–ĺ–Ľ—Ć–∑—É–Ļ—ā–Ķ —Ā—ā–į–Ī–ł–Ľ–ł–∑–į—ā–ĺ—Ä—č. –Ě–Ķ–Ņ—Ä–į–≤–ł–Ľ—Ć–Ĺ–į—Ź –Ņ–ĺ–Ľ—Ź—Ä–Ĺ–ĺ—Ā—ā—Ć –Ņ—Ä–ł –Ņ–ĺ–ī–ļ–Ľ—é—á–Ķ–Ĺ–ł–ł —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ĺ–≤ –≤—č–∑—č–≤–į–Ķ—ā –Ņ–Ķ—Ä–Ķ–≥—Ä–Ķ–≤ ‚ÄĒ –≤—Ā–Ķ–≥–ī–į —Ā–Ľ–Ķ–ī—É–Ļ—ā–Ķ –ł–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł–ł. –ď–ł–Ņ–ĺ—ā–Ķ–∑–į: –≤ 2026 –≥–ĺ–ī—É –ł–Ĺ—ā–Ķ–≥—Ä–į—Ü–ł—Ź –ė–ė –≤ —É–Ņ—Ä–į–≤–Ľ–Ķ–Ĺ–ł–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į–ľ–ł –ľ–ĺ–∂–Ķ—ā –Ņ–ĺ–≤—č—Ā–ł—ā—Ć —ā–ĺ—á–Ĺ–ĺ—Ā—ā—Ć –Ĺ–į 15%, –Ĺ–ĺ —ā—Ä–Ķ–Ī—É–Ķ—ā –ī–ĺ–Ņ–ĺ–Ľ–Ĺ–ł—ā–Ķ–Ľ—Ć–Ĺ–ĺ–Ļ –≤–Ķ—Ä–ł—Ą–ł–ļ–į—Ü–ł–ł –Ņ–ĺ –Ĺ–ĺ–≤—č–ľ —Ā—ā–į–Ĺ–ī–į—Ä—ā–į–ľ.
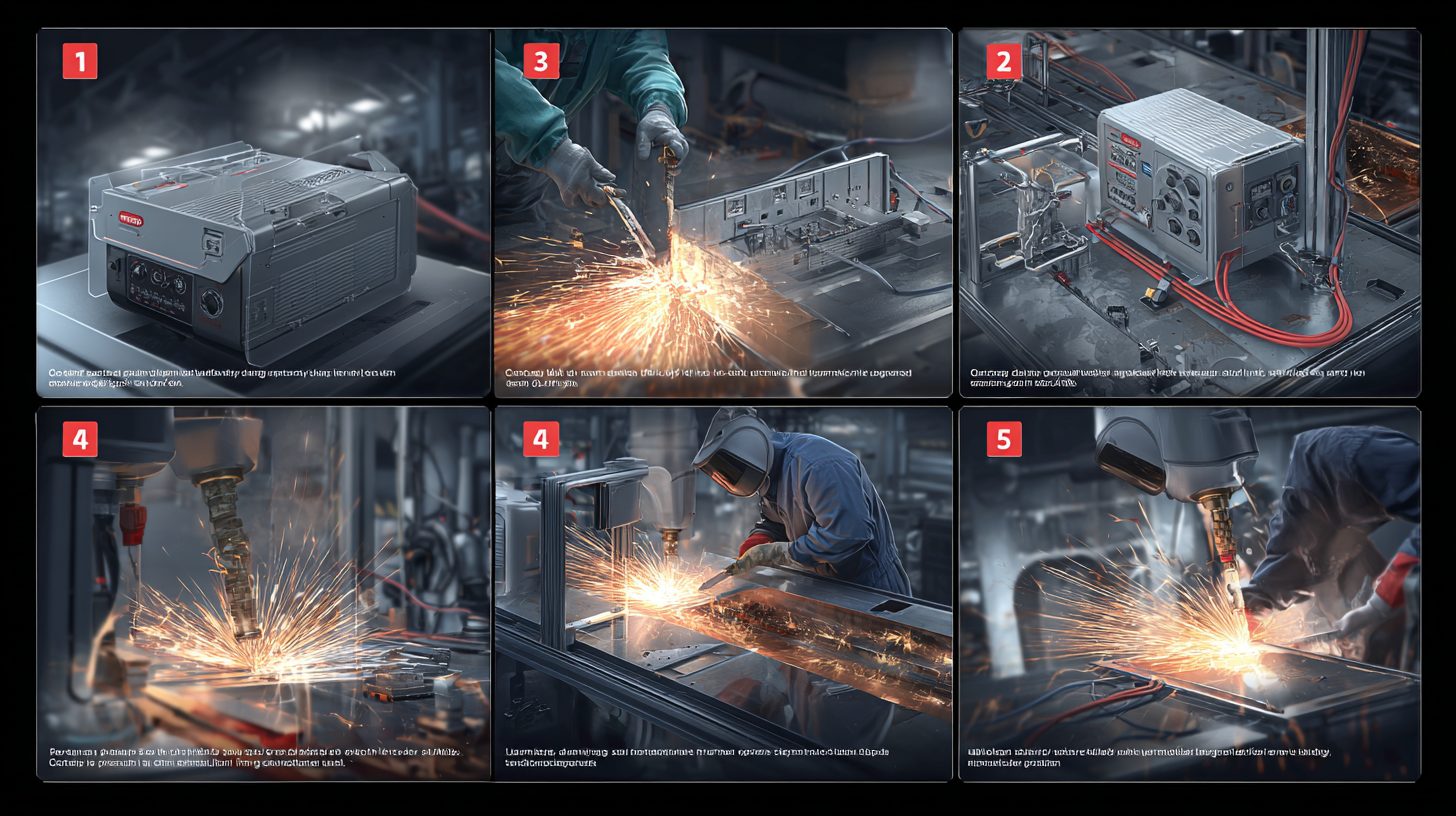
–ü—Ä–ł–Ĺ—Ü–ł–Ņ —Ä–į–Ī–ĺ—ā—č —Ā–≤–į—Ä–ĺ—á–Ĺ–ĺ–≥–ĺ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į —ą–į–≥ –∑–į —ą–į–≥–ĺ–ľ
–ü—Ä–ĺ—Ü–Ķ—Ā—Ā —Ą—É–Ĺ–ļ—Ü–ł–ĺ–Ĺ–ł—Ä–ĺ–≤–į–Ĺ–ł—Ź –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į –ī–Ķ–Ľ–ł—ā—Ā—Ź –Ĺ–į –Ņ–ĺ—Ā–Ľ–Ķ–ī–ĺ–≤–į—ā–Ķ–Ľ—Ć–Ĺ—č–Ķ —ć—ā–į–Ņ—č –Ņ—Ä–Ķ–ĺ–Ī—Ä–į–∑–ĺ–≤–į–Ĺ–ł—Ź —ć–Ľ–Ķ–ļ—ā—Ä–ł—á–Ķ—Ā–ļ–ĺ–Ļ —ć–Ĺ–Ķ—Ä–≥–ł–ł, –ļ–į–∂–ī—č–Ļ –ł–∑ –ļ–ĺ—ā–ĺ—Ä—č—Ö –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į–Ķ—ā —Ā—ā–į–Ī–ł–Ľ—Ć–Ĺ–ĺ—Ā—ā—Ć —Ā–≤–į—Ä–ĺ—á–Ĺ–ĺ–≥–ĺ –ī—É–≥–ĺ–≤–ĺ–≥–ĺ —Ä–į–∑—Ä—Ź–ī–į. –ü—Ä–Ķ–ī–Ņ–ĺ—Ā—č–Ľ–ļ–ĺ–Ļ –ī–Ľ—Ź —ć—Ą—Ą–Ķ–ļ—ā–ł–≤–Ĺ–ĺ–Ļ —Ä–į–Ī–ĺ—ā—č —Ā–Ľ—É–∂–ł—ā —Ā—ā–į–Ī–ł–Ľ—Ć–Ĺ–ĺ–Ķ –≤—Ö–ĺ–ī–Ĺ–ĺ–Ķ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł–Ķ —Ā–Ķ—ā–ł 220 –í —Ā —á–į—Ā—ā–ĺ—ā–ĺ–Ļ 50 –ď—Ü, —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—Č–Ķ–Ķ —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł–ľ —Ā—ā–į–Ĺ–ī–į—Ä—ā–į–ľ —ć–Ľ–Ķ–ļ—ā—Ä–ĺ—Ā–Ĺ–į–Ī–∂–Ķ–Ĺ–ł—Ź –Ņ–ĺ –ü–£–≠ (–ü—Ä–į–≤–ł–Ľ–į —É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–į —ć–Ľ–Ķ–ļ—ā—Ä–ĺ—É—Ā—ā–į–Ĺ–ĺ–≤–ĺ–ļ). –ě–≥—Ä–į–Ĺ–ł—á–Ķ–Ĺ–ł–Ķ: –≤ —Ā–Ķ–Ľ—Ć—Ā–ļ–ł—Ö —Ä–į–Ļ–ĺ–Ĺ–į—Ö –†–ĺ—Ā—Ā–ł–ł, –≥–ī–Ķ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł–Ķ –ľ–ĺ–∂–Ķ—ā –ļ–ĺ–Ľ–Ķ–Ī–į—ā—Ć—Ā—Ź –ī–ĺ ¬Ī15%, —Ä–Ķ–ļ–ĺ–ľ–Ķ–Ĺ–ī—É–Ķ—ā—Ā—Ź –Ņ—Ä–ł–ľ–Ķ–Ĺ–Ķ–Ĺ–ł–Ķ —Ā–Ķ—ā–Ķ–≤—č—Ö —Ą–ł–Ľ—Ć—ā—Ä–ĺ–≤ –ī–Ľ—Ź –Ņ—Ä–Ķ–ī–ĺ—ā–≤—Ä–į—Č–Ķ–Ĺ–ł—Ź —Ā–Ī–ĺ–Ķ–≤.
- –í—Ö–ĺ–ī–Ĺ–ĺ–Ļ —ā–ĺ–ļ –Ņ–ĺ—Ā—ā—É–Ņ–į–Ķ—ā –≤ –Ī–Ľ–ĺ–ļ –≤—č–Ņ—Ä—Ź–ľ–ł—ā–Ķ–Ľ—Ź, –≥–ī–Ķ –ī–ł–ĺ–ī–Ĺ—č–Ļ –ľ–ĺ—Ā—ā –Ņ—Ä–Ķ–ĺ–Ī—Ä–į–∑—É–Ķ—ā –Ņ–Ķ—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ—č–Ļ —ā–ĺ–ļ –≤ –Ņ—É–Ľ—Ć—Ā–ł—Ä—É—é—Č–ł–Ļ –Ņ–ĺ—Ā—ā–ĺ—Ź–Ĺ–Ĺ—č–Ļ. –≠—ā–ĺ —Ā–ĺ–∑–ī–į–Ķ—ā –Ņ—Ä–ĺ–ľ–Ķ–∂—É—ā–ĺ—á–Ĺ–ĺ–Ķ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł–Ķ –ĺ–ļ–ĺ–Ľ–ĺ 310 –í, –ļ–ĺ—ā–ĺ—Ä–ĺ–Ķ —Ā–≥–Ľ–į–∂–ł–≤–į–Ķ—ā—Ā—Ź –ļ–ĺ–Ĺ–ī–Ķ–Ĺ—Ā–į—ā–ĺ—Ä–Ĺ—č–ľ–ł —Ą–ł–Ľ—Ć—ā—Ä–į–ľ–ł –ī–Ľ—Ź –ľ–ł–Ĺ–ł–ľ–ł–∑–į—Ü–ł–ł –Ņ—É–Ľ—Ć—Ā–į—Ü–ł–Ļ.
- –ü–ĺ—Ā—ā–ĺ—Ź–Ĺ–Ĺ—č–Ļ —ā–ĺ–ļ –Ņ–ĺ–ī–į–Ķ—ā—Ā—Ź –Ĺ–į –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–Ĺ—č–Ļ –ľ–ĺ—Ā—ā, —Ā–ĺ—Ā—ā–ĺ—Ź—Č–ł–Ļ –ł–∑ IGBT-—ā—Ä–į–Ĺ–∑–ł—Ā—ā–ĺ—Ä–ĺ–≤. –ü–ĺ–ī —É–Ņ—Ä–į–≤–Ľ–Ķ–Ĺ–ł–Ķ–ľ –®–ė–ú-—Ā–ł–≥–Ĺ–į–Ľ–į —ā—Ä–į–Ĺ–∑–ł—Ā—ā–ĺ—Ä—č —á–Ķ—Ä–Ķ–ī—É—é—ā –≤–ļ–Ľ—é—á–Ķ–Ĺ–ł–Ķ, –≥–Ķ–Ĺ–Ķ—Ä–ł—Ä—É—Ź –≤—č—Ā–ĺ–ļ–ĺ—á–į—Ā—ā–ĺ—ā–Ĺ—č–Ļ –Ņ–Ķ—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ—č–Ļ —ā–ĺ–ļ (20‚Äď100 –ļ –ď—Ü). –≠—ā–į —á–į—Ā—ā–ĺ—ā–į –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź–Ķ—ā –ł—Ā–Ņ–ĺ–Ľ—Ć–∑–ĺ–≤–į—ā—Ć –ļ–ĺ–ľ–Ņ–į–ļ—ā–Ĺ—č–Ļ —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä, –≤ –ĺ—ā–Ľ–ł—á–ł–Ķ –ĺ—ā –Ĺ–ł–∑–ļ–ĺ—á–į—Ā—ā–ĺ—ā–Ĺ—č—Ö –į–Ĺ–į–Ľ–ĺ–≥–ĺ–≤.
- –í—č—Ā–ĺ–ļ–ĺ—á–į—Ā—ā–ĺ—ā–Ĺ—č–Ļ —Ā–ł–≥–Ĺ–į–Ľ –Ņ–ĺ–ī–į–Ķ—ā—Ā—Ź –Ĺ–į —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä, –≥–ī–Ķ –Ņ—Ä–ĺ–ł—Ā—Ö–ĺ–ī–ł—ā –≥–į–Ľ—Ć–≤–į–Ĺ–ł—á–Ķ—Ā–ļ–į—Ź —Ä–į–∑–≤—Ź–∑–ļ–į –ł –Ņ–ĺ–Ĺ–ł–∂–Ķ–Ĺ–ł–Ķ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł—Ź –ī–ĺ —É—Ä–ĺ–≤–Ĺ—Ź —Ā–≤–į—Ä–ĺ—á–Ĺ–ĺ–≥–ĺ —ā–ĺ–ļ–į (20‚Äď500 –ź –≤ –∑–į–≤–ł—Ā–ł–ľ–ĺ—Ā—ā–ł –ĺ—ā –ľ–ĺ–ī–Ķ–Ľ–ł). –§–Ķ—Ä—Ä–ł—ā–ĺ–≤–ĺ–Ķ —Ź–ī—Ä–ĺ —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä–į –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į–Ķ—ā –Ĺ–ł–∑–ļ–ł–Ķ –Ņ–ĺ—ā–Ķ—Ä–ł, —á—ā–ĺ –Ņ–ĺ–ī—ā–≤–Ķ—Ä–∂–ī–Ķ–Ĺ–ĺ —Ä–į—Ā—á–Ķ—ā–į–ľ–ł –Ņ–ĺ —Ą–ĺ—Ä–ľ—É–Ľ–Ķ L = N¬≤ * őľ * A / l, –≥–ī–Ķ őľ ‚ÄĒ –ľ–į–≥–Ĺ–ł—ā–Ĺ–į—Ź –Ņ—Ä–ĺ–Ĺ–ł—Ü–į–Ķ–ľ–ĺ—Ā—ā—Ć.
- –Ě–į –≤—č—Ö–ĺ–ī–Ķ —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä–į —Ā–Ľ–Ķ–ī—É–Ķ—ā –≤—ā–ĺ—Ä–ł—á–Ĺ—č–Ļ –≤—č–Ņ—Ä—Ź–ľ–ł—ā–Ķ–Ľ—Ć, –Ņ—Ä–Ķ–ĺ–Ī—Ä–į–∑—É—é—Č–ł–Ļ –≤—č—Ā–ĺ–ļ–ĺ—á–į—Ā—ā–ĺ—ā–Ĺ—č–Ļ —ā–ĺ–ļ –ĺ–Ī—Ä–į—ā–Ĺ–ĺ –≤ –Ņ–ĺ—Ā—ā–ĺ—Ź–Ĺ–Ĺ—č–Ļ. –Ē—Ä–ĺ—Ā—Ā–Ķ–Ľ—Ć–Ĺ—č–Ļ —Ą–ł–Ľ—Ć—ā—Ä —Ā—ā–į–Ī–ł–Ľ–ł–∑–ł—Ä—É–Ķ—ā —ā–ĺ–ļ, –Ņ—Ä–Ķ–ī–ĺ—ā–≤—Ä–į—Č–į—Ź –≤—Ā–Ņ–Ľ–Ķ—Ā–ļ–ł, –ļ–ĺ—ā–ĺ—Ä—č–Ķ –ľ–ĺ–≥–Ľ–ł –Ī—č –Ĺ–į—Ä—É—ą–ł—ā—Ć —Ā—ā–į–Ī–ł–Ľ—Ć–Ĺ–ĺ—Ā—ā—Ć –ī—É–≥–ł.
- –ú–ł–ļ—Ä–ĺ–ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ–Ľ–Ķ—Ä –ļ–ĺ—Ä—Ä–Ķ–ļ—ā–ł—Ä—É–Ķ—ā –Ņ–į—Ä–į–ľ–Ķ—ā—Ä—č –≤ —Ä–Ķ–į–Ľ—Ć–Ĺ–ĺ–ľ –≤—Ä–Ķ–ľ–Ķ–Ĺ–ł, –į–Ĺ–į–Ľ–ł–∑–ł—Ä—É—Ź —ā–ĺ–ļ –ł –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł–Ķ —á–Ķ—Ä–Ķ–∑ –ī–į—ā—á–ł–ļ–ł. –í –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į—Ö —Ā —Ą—É–Ĺ–ļ—Ü–ł–Ķ–Ļ Hot Start (–≥–ĺ—Ä—Ź—á–ł–Ļ –Ņ—É—Ā–ļ) —ć—ā–ĺ –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į–Ķ—ā –Ľ–Ķ–≥–ļ–ł–Ļ –Ņ–ĺ–ī–∂–ł–≥ –ī—É–≥–ł, –ĺ—Ā–ĺ–Ī–Ķ–Ĺ–Ĺ–ĺ –į–ļ—ā—É–į–Ľ—Ć–Ĺ–ĺ –ī–Ľ—Ź —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ĺ–≤ —ā–ł–Ņ–į –ú–†-3 –Ņ–ĺ –ď–ě–°–Ę 9467-75.
–®–ė–ú-—É–Ņ—Ä–į–≤–Ľ–Ķ–Ĺ–ł–Ķ –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź–Ķ—ā —ā–ĺ—á–Ĺ–ĺ —Ä–Ķ–≥—É–Ľ–ł—Ä–ĺ–≤–į—ā—Ć –ľ–ĺ—Č–Ĺ–ĺ—Ā—ā—Ć, –į–ī–į–Ņ—ā–ł—Ä—É—Ź—Ā—Ć –ļ —ā–ĺ–Ľ—Č–ł–Ĺ–Ķ –ľ–Ķ—ā–į–Ľ–Ľ–į –ł —ā–ł–Ņ—É –Ņ–ĺ–ļ—Ä—č—ā–ł—Ź —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–į, —á—ā–ĺ –Ņ–ĺ–≤—č—ą–į–Ķ—ā –ļ–į—á–Ķ—Ā—ā–≤–ĺ —ą–≤–į –Ĺ–į 20% –Ņ–ĺ —Ā—Ä–į–≤–Ĺ–Ķ–Ĺ–ł—é —Ā —Ä—É—á–Ĺ—č–ľ–ł –ľ–Ķ—ā–ĺ–ī–į–ľ–ł.
–ź–Ĺ–į–Ľ–ł–∑ —ć—ā–į–Ņ–ĺ–≤ –Ņ–ĺ–ļ–į–∑—č–≤–į–Ķ—ā, —á—ā–ĺ –ĺ—Ā–Ĺ–ĺ–≤–Ĺ–į—Ź –Ņ–ĺ—ā–Ķ—Ä—Ź —ć–Ĺ–Ķ—Ä–≥–ł–ł –Ņ—Ä–ĺ–ł—Ā—Ö–ĺ–ī–ł—ā –Ĺ–į –ł–Ĺ–≤–Ķ—Ä—Ā–ł–ł ‚ÄĒ –ĺ–ļ–ĺ–Ľ–ĺ 5‚Äď10% –ł–∑-–∑–į –Ņ–Ķ—Ä–Ķ–ļ–Ľ—é—á–Ķ–Ĺ–ł–Ļ —ā—Ä–į–Ĺ–∑–ł—Ā—ā–ĺ—Ä–ĺ–≤. –ė—Ā—Ā–Ľ–Ķ–ī–ĺ–≤–į–Ĺ–ł—Ź –Ě–ė–ė —ć–Ľ–Ķ–ļ—ā—Ä–ĺ—Ā–≤–į—Ä–ĺ—á–Ĺ–ĺ–≥–ĺ –ĺ–Ī–ĺ—Ä—É–ī–ĺ–≤–į–Ĺ–ł—Ź –≤ –ú–ĺ—Ā–ļ–≤–Ķ –ī–Ķ–ľ–ĺ–Ĺ—Ā—ā—Ä–ł—Ä—É—é—ā, —á—ā–ĺ –Ņ—Ä–ł–ľ–Ķ–Ĺ–Ķ–Ĺ–ł–Ķ Si C-—ā—Ä–į–Ĺ–∑–ł—Ā—ā–ĺ—Ä–ĺ–≤ (–ļ–į—Ä–Ī–ł–ī –ļ—Ä–Ķ–ľ–Ĺ–ł—Ź) –≤ –ľ–ĺ–ī–Ķ–Ľ—Ź—Ö 2026 –≥–ĺ–ī–į —Ā–Ĺ–ł–∂–į–Ķ—ā —ć—ā–ł –Ņ–ĺ—ā–Ķ—Ä–ł –ī–ĺ 2%, –Ņ–ĺ–≤—č—ą–į—Ź –ĺ–Ī—Č–ł–Ļ –ö–ü–Ē –ī–ĺ 95%. –ě–ī–Ĺ–į–ļ–ĺ –≤–Ĺ–Ķ–ī—Ä–Ķ–Ĺ–ł–Ķ Si C –ĺ–≥—Ä–į–Ĺ–ł—á–Ķ–Ĺ–ĺ —Ā—ā–ĺ–ł–ľ–ĺ—Ā—ā—Ć—é: –≤ –†–ĺ—Ā—Ā–ł–ł –ł–ľ–Ņ–ĺ—Ä—ā–Ĺ—č–Ķ —á–ł–Ņ—č –ĺ–Ī—Ö–ĺ–ī—Ź—ā—Ā—Ź –Ĺ–į 30% –ī–ĺ—Ä–ĺ–∂–Ķ –ĺ—ā–Ķ—á–Ķ—Ā—ā–≤–Ķ–Ĺ–Ĺ—č—Ö –į–Ĺ–į–Ľ–ĺ–≥–ĺ–≤.
–Ē–Ľ—Ź –≤–ł–∑—É–į–Ľ–ł–∑–į—Ü–ł–ł —Ä–į—Ā–Ņ—Ä–Ķ–ī–Ķ–Ľ–Ķ–Ĺ–ł—Ź —ć–Ĺ–Ķ—Ä–≥–ł–ł –Ņ–ĺ —ć—ā–į–Ņ–į–ľ –Ņ—Ä–Ķ–ī—Ā—ā–į–≤–Ľ–Ķ–Ĺ–į –ī–ł–į–≥—Ä–į–ľ–ľ–į:
–í —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ĺ–ľ –ļ–ĺ–Ĺ—ā–Ķ–ļ—Ā—ā–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č —á–į—Ā—ā–ĺ –ł–Ĺ—ā–Ķ–≥—Ä–ł—Ä—É—é—ā —Ā —Ā–ł—Ā—ā–Ķ–ľ–į–ľ–ł –≤–Ķ–Ĺ—ā–ł–Ľ—Ź—Ü–ł–ł –ī–Ľ—Ź –ĺ—ā–≤–ĺ–ī–į –ĺ–∑–ĺ–Ĺ–į, –ĺ–Ī—Ä–į–∑—É—é—Č–Ķ–≥–ĺ—Ā—Ź –Ņ—Ä–ł —Ā–≤–į—Ä–ļ–Ķ, –≤ —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ł–ł —Ā –°–į–Ĺ –ü–ł –Ě 2.2.4.3359-16. –≠—ā–ĺ –ĺ—Ā–ĺ–Ī–Ķ–Ĺ–Ĺ–ĺ –≤–į–∂–Ĺ–ĺ –≤ –∑–į–ľ–ļ–Ĺ—É—ā—č—Ö –Ņ—Ä–ĺ—Ā—ā—Ä–į–Ĺ—Ā—ā–≤–į—Ö, —ā–į–ļ–ł—Ö –ļ–į–ļ —Ä–Ķ–ľ–ĺ–Ĺ—ā–Ĺ—č–Ķ —Ü–Ķ—Ö–į –Ĺ–į –į–≤—ā–ĺ–ľ–ĺ–Ī–ł–Ľ—Ć–Ĺ—č—Ö –∑–į–≤–ĺ–ī–į—Ö –≤ –Ę–ĺ–Ľ—Ć—Ź—ā—ā–ł.
–°—Ä–į–≤–Ĺ–Ķ–Ĺ–ł–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–Ĺ—č—Ö –ł —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä–Ĺ—č—Ö –į–Ņ–Ņ–į—Ä–į—ā–ĺ–≤
–Ē–Ľ—Ź –Ņ–ĺ–Ĺ–ł–ľ–į–Ĺ–ł—Ź –Ņ—Ä–Ķ–ł–ľ—É—Č–Ķ—Ā—ā–≤ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–ĺ–≤ –Ņ–ĺ–Ľ–Ķ–∑–Ĺ–ĺ —Ā—Ä–į–≤–Ĺ–ł—ā—Ć –ł—Ö —Ā —ā—Ä–į–ī–ł—Ü–ł–ĺ–Ĺ–Ĺ—č–ľ–ł —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä–Ĺ—č–ľ–ł –ľ–ĺ–ī–Ķ–Ľ—Ź–ľ–ł. –Ě–ł–∂–Ķ –Ņ—Ä–ł–≤–Ķ–ī–Ķ–Ĺ–į —ā–į–Ī–Ľ–ł—Ü–į –Ĺ–į –ĺ—Ā–Ĺ–ĺ–≤–Ķ –ī–į–Ĺ–Ĺ—č—Ö –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī–ł—ā–Ķ–Ľ–Ķ–Ļ –§—Ä–ĺ–Ĺ—ā –ł –°–≤–į—Ä–ľ–į—ą, –į–ī–į–Ņ—ā–ł—Ä–ĺ–≤–į–Ĺ–Ĺ—č—Ö –ļ —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł–ľ —É—Ā–Ľ–ĺ–≤–ł—Ź–ľ —ć–ļ—Ā–Ņ–Ľ—É–į—ā–į—Ü–ł–ł.
| –ü–į—Ä–į–ľ–Ķ—ā—Ä | –ė–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–Ĺ—č–Ļ –į–Ņ–Ņ–į—Ä–į—ā | –Ę—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä–Ĺ—č–Ļ –į–Ņ–Ņ–į—Ä–į—ā |
|---|---|---|
| –í–Ķ—Ā (–ļ–≥) | 5‚Äď15 | 20‚Äď60 |
| –ö–ü–Ē (%) | 85‚Äď95 | 50‚Äď70 |
| –†–į–∑–ľ–Ķ—Ä—č (—Ā–ľ) | 30x15x25 | 50x30x40 |
| –ß—É–≤—Ā—ā–≤–ł—ā–Ķ–Ľ—Ć–Ĺ–ĺ—Ā—ā—Ć –ļ —Ā–Ķ—ā–ł | –í—č—Ā–ĺ–ļ–į—Ź (—ā—Ä–Ķ–Ī—É–Ķ—ā —Ā—ā–į–Ī–ł–Ľ–ł–∑–į—ā–ĺ—Ä–į) | –Ě–ł–∑–ļ–į—Ź |
| –°—ā–ĺ–ł–ľ–ĺ—Ā—ā—Ć (—Ä—É–Ī.) | 15 000‚Äď50 000 | 10 000‚Äď30 000 |
–ė–∑ —ā–į–Ī–Ľ–ł—Ü—č –≤–ł–ī–Ĺ–ĺ, —á—ā–ĺ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č –≤—č–ł–≥—Ä—č–≤–į—é—ā –≤ –ľ–ĺ–Ī–ł–Ľ—Ć–Ĺ–ĺ—Ā—ā–ł –ł —ć—Ą—Ą–Ķ–ļ—ā–ł–≤–Ĺ–ĺ—Ā—ā–ł, –Ĺ–ĺ —ā—Ä–Ķ–Ī—É—é—ā –ļ–į—á–Ķ—Ā—ā–≤–Ķ–Ĺ–Ĺ–ĺ–≥–ĺ –Ņ–ł—ā–į–Ĺ–ł—Ź. –ü–ĺ –ĺ—Ü–Ķ–Ĺ–ļ–į–ľ —Ä—č–Ĺ–ļ–į, –≤ 2026 –≥–ĺ–ī—É –ī–ĺ–Ľ—Ź –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–ĺ–≤ –Ĺ–į —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ĺ–ľ —Ä—č–Ĺ–ļ–Ķ –Ņ—Ä–Ķ–≤—č—Ā–ł—ā 80%, –≤—č—ā–Ķ—Ā–Ĺ—Ź—Ź —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä—č –≤ —ā—Ź–∂–Ķ–Ľ—É—é –Ņ—Ä–ĺ–ľ—č—ą–Ľ–Ķ–Ĺ–Ĺ–ĺ—Ā—ā—Ć.
–ė–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–Ĺ—č–Ķ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł–ł —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—ā —ā—Ä–Ķ–Ī–ĺ–≤–į–Ĺ–ł—Ź–ľ —ć–Ĺ–Ķ—Ä–≥–ĺ—Ā–Ī–Ķ—Ä–Ķ–∂–Ķ–Ĺ–ł—Ź –Ņ–ĺ –§–Ķ–ī–Ķ—Ä–į–Ľ—Ć–Ĺ–ĺ–ľ—É –∑–į–ļ–ĺ–Ĺ—É ‚ĄĖ 261-–§–ó, –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź—Ź —Ā–ĺ–ļ—Ä–į—ā–ł—ā—Ć –Ņ–ĺ—ā—Ä–Ķ–Ī–Ľ–Ķ–Ĺ–ł–Ķ –Ĺ–į 35% –≤ —Ā–Ķ—Ä–ł–Ļ–Ĺ–ĺ–ľ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–Ķ.
–ß–Ķ–ļ-–Ľ–ł—Ā—ā –ī–Ľ—Ź —Ā–į–ľ–ĺ—Ā—ā–ĺ—Ź—ā–Ķ–Ľ—Ć–Ĺ–ĺ–Ļ –ī–ł–į–≥–Ĺ–ĺ—Ā—ā–ł–ļ–ł –Ņ—Ä–ł–Ĺ—Ü–ł–Ņ–į —Ä–į–Ī–ĺ—ā—č:
- –ė–∑–ľ–Ķ—Ä—Ć—ā–Ķ –≤—Ö–ĺ–ī–Ĺ–ĺ–Ķ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł–Ķ –ľ—É–Ľ—Ć—ā–ł–ľ–Ķ—ā—Ä–ĺ–ľ (–ī–ĺ–Ľ–∂–Ĺ–ĺ –Ī—č—ā—Ć 220 –í ¬Ī10%).
- –ü—Ä–ĺ–≤–Ķ—Ä—Ć—ā–Ķ –Ĺ–į–Ľ–ł—á–ł–Ķ –®–ė–ú-—Ā–ł–≥–Ĺ–į–Ľ–į –Ĺ–į —ā—Ä–į–Ĺ–∑–ł—Ā—ā–ĺ—Ä–į—Ö –ĺ—Ā—Ü–ł–Ľ–Ľ–ĺ–≥—Ä–į—Ą–ĺ–ľ (—á–į—Ā—ā–ĺ—ā–į 20‚Äď50 –ļ –ď—Ü).
- –ě—Ü–Ķ–Ĺ–ł—ā–Ķ —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä—É —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä–į –Ņ–ĺ—Ā–Ľ–Ķ 10 –ľ–ł–Ĺ—É—ā —Ö–ĺ–Ľ–ĺ—Ā—ā–ĺ–≥–ĺ —Ö–ĺ–ī–į (–Ĺ–Ķ –≤—č—ą–Ķ 60¬įC).
- –ü—Ä–ĺ—ā–Ķ—Ā—ā–ł—Ä—É–Ļ—ā–Ķ –ī—É–≥—É –Ĺ–į —ā–Ķ—Ā—ā–ĺ–≤–ĺ–ľ –ľ–Ķ—ā–į–Ľ–Ľ–Ķ 3 –ľ–ľ (—Ā—ā–į–Ī–ł–Ľ—Ć–Ĺ–ĺ—Ā—ā—Ć —ā–ĺ–ļ–į ¬Ī5%).
- –ó–į—Ą–ł–ļ—Ā–ł—Ä—É–Ļ—ā–Ķ –Ņ–į—Ä–į–ľ–Ķ—ā—Ä—č –≤ –∂—É—Ä–Ĺ–į–Ľ–Ķ –ī–Ľ—Ź —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ł—Ź –Ĺ–ĺ—Ä–ľ–į–ľ –ě–Ę –ł –Ę–Ď.
–Ę–ł–Ņ–ł—á–Ĺ—č–Ķ –ĺ—ą–ł–Ī–ļ–ł –Ņ—Ä–ł —ć–ļ—Ā–Ņ–Ľ—É–į—ā–į—Ü–ł–ł: –Ņ–Ķ—Ä–Ķ–≥—Ä—É–∑–ļ–į –Ī–Ķ–∑ —É—á–Ķ—ā–į –ü–í (–Ņ—Ä–ĺ–ī–ĺ–Ľ–∂–ł—ā–Ķ–Ľ—Ć–Ĺ–ĺ—Ā—ā–ł –≤–ļ–Ľ—é—á–Ķ–Ĺ–ł—Ź) ‚ÄĒ 60% –ľ–ĺ–ī–Ķ–Ľ–Ķ–Ļ –ł–ľ–Ķ—é—ā –ü–í 40‚Äď60% –Ņ—Ä–ł 160 –ź, –Ņ—Ä–Ķ–≤—č—ą–Ķ–Ĺ–ł–Ķ –Ņ—Ä–ł–≤–ĺ–ī–ł—ā –ļ –ĺ—ā–ļ–Ľ—é—á–Ķ–Ĺ–ł—é. –ė–∑–Ī–Ķ–≥–į–Ļ—ā–Ķ, —É—Ā—ā–į–Ĺ–į–≤–Ľ–ł–≤–į—Ź —ā–į–Ļ–ľ–Ķ—Ä—č. –Ē—Ä—É–≥–į—Ź –ĺ—ą–ł–Ī–ļ–į ‚ÄĒ –ł–≥–Ĺ–ĺ—Ä–ł—Ä–ĺ–≤–į–Ĺ–ł–Ķ —Ą–į–∑–ĺ–≤–ĺ–≥–ĺ —Ā–ī–≤–ł–≥–į –≤ —ā—Ä–Ķ—Ö—Ą–į–∑–Ĺ—č—Ö –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į—Ö, —á—ā–ĺ –į–ļ—ā—É–į–Ľ—Ć–Ĺ–ĺ –ī–Ľ—Ź –Ņ—Ä–ĺ–ľ—č—ą–Ľ–Ķ–Ĺ–Ĺ—č—Ö –ĺ–Ī—ä–Ķ–ļ—ā–ĺ–≤ –≤ –ē–ļ–į—ā–Ķ—Ä–ł–Ĺ–Ī—É—Ä–≥–Ķ; –ł—Ā–Ņ–ĺ–Ľ—Ć–∑—É–Ļ—ā–Ķ —Ā–ł–Ĺ—Ö—Ä–ĺ–Ĺ–ł–∑–į—Ü–ł—é –Ņ–ĺ –ď–ě–°–Ę –† 53313-2009.
–ď–ł–Ņ–ĺ—ā–Ķ–∑–į: –ī–į–Ľ—Ć–Ĺ–Ķ–Ļ—ą–į—Ź –ľ–ł–Ĺ–ł–į—ā—é—Ä–ł–∑–į—Ü–ł—Ź –ļ–ĺ–ľ–Ņ–ĺ–Ĺ–Ķ–Ĺ—ā–ĺ–≤ –Ĺ–į –Ī–į–∑–Ķ Ga N-—ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł–Ļ (–Ĺ–ł—ā—Ä–ł–ī –≥–į–Ľ–Ľ–ł—Ź) –Ņ–ĺ–∑–≤–ĺ–Ľ–ł—ā –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į–ľ —Ä–į–Ī–ĺ—ā–į—ā—Ć –ĺ—ā –į–ļ–ļ—É–ľ—É–Ľ—Ź—ā–ĺ—Ä–ĺ–≤ –≤ –į–≤—ā–ĺ–Ĺ–ĺ–ľ–Ĺ–ĺ–ľ —Ä–Ķ–∂–ł–ľ–Ķ, –Ĺ–ĺ —ć—ā–ĺ —ā—Ä–Ķ–Ī—É–Ķ—ā –Ņ—Ä–ĺ–≤–Ķ—Ä–ļ–ł –Ĺ–į —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ł–Ķ —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł–ľ —Ā–Ķ—Ä—ā–ł—Ą–ł–ļ–į—ā–į–ľ –ē–ź–°.
–°–ł—Ā—ā–Ķ–ľ—č —É–Ņ—Ä–į–≤–Ľ–Ķ–Ĺ–ł—Ź –ł –∑–į—Č–ł—ā—č –≤ —Ā–≤–į—Ä–ĺ—á–Ĺ—č—Ö –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į—Ö
–£–Ņ—Ä–į–≤–Ľ–Ķ–Ĺ–ł–Ķ —Ā–≤–į—Ä–ĺ—á–Ĺ—č–ľ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–ĺ–ľ —Ä–Ķ–į–Ľ–ł–∑—É–Ķ—ā—Ā—Ź —á–Ķ—Ä–Ķ–∑ —Ü–ł—Ą—Ä–ĺ–≤—č–Ķ –ł –į–Ĺ–į–Ľ–ĺ–≥–ĺ–≤—č–Ķ —Ā—Ö–Ķ–ľ—č, –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į—é—Č–ł–Ķ —ā–ĺ—á–Ĺ—č–Ļ –ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ—Ć –Ņ–į—Ä–į–ľ–Ķ—ā—Ä–ĺ–≤ –ī—É–≥–ł. –ú–ł–ļ—Ä–ĺ–ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ–Ľ–Ķ—Ä –ĺ–Ī—Ä–į–Ī–į—ā—č–≤–į–Ķ—ā —Ā–ł–≥–Ĺ–į–Ľ—č –ĺ—ā –ī–į—ā—á–ł–ļ–ĺ–≤ —ā–ĺ–ļ–į (—ą—É–Ĺ—ā—č) –ł –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł—Ź (–ī–Ķ–Ľ–ł—ā–Ķ–Ľ–ł), –Ņ—Ä–ł–ľ–Ķ–Ĺ—Ź—Ź –į–Ľ–≥–ĺ—Ä–ł—ā–ľ—č PID-—Ä–Ķ–≥—É–Ľ–ł—Ä–ĺ–≤–į–Ĺ–ł—Ź (–Ņ—Ä–ĺ–Ņ–ĺ—Ä—Ü–ł–ĺ–Ĺ–į–Ľ—Ć–Ĺ–ĺ-–ł–Ĺ—ā–Ķ–≥—Ä–į–Ľ—Ć–Ĺ–ĺ-–ī–ł—Ą—Ą–Ķ—Ä–Ķ–Ĺ—Ü–ł–į–Ľ—Ć–Ĺ–ĺ–Ķ) –ī–Ľ—Ź –Ņ–ĺ–ī–ī–Ķ—Ä–∂–į–Ĺ–ł—Ź —Ā—ā–į–Ī–ł–Ľ—Ć–Ĺ–ĺ—Ā—ā–ł. –í —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł—Ö –ľ–ĺ–ī–Ķ–Ľ—Ź—Ö, —ā–į–ļ–ł—Ö –ļ–į–ļ —Ā–Ķ—Ä–ł—Ź –ú–į–≥–Ĺ—É–ľ –ĺ—ā –ė–Ĺ—ā–Ķ—Ä—Ā–≤–į—Ä–ļ–į, PID-–į–Ľ–≥–ĺ—Ä–ł—ā–ľ—č –į–ī–į–Ņ—ā–ł—Ä–ĺ–≤–į–Ĺ—č –ļ –ļ–ĺ–Ľ–Ķ–Ī–į–Ĺ–ł—Ź–ľ —Ā–Ķ—ā–ł –Ņ–ĺ –Ĺ–ĺ—Ä–ľ–į–ľ –ď–ě–°–Ę –† 56295-2014, —á—ā–ĺ –ľ–ł–Ĺ–ł–ľ–ł–∑–ł—Ä—É–Ķ—ā –ĺ—ā–ļ–Ľ–ĺ–Ĺ–Ķ–Ĺ–ł—Ź —ā–ĺ–ļ–į –ī–ĺ ¬Ī2% –Ņ—Ä–ł –Ĺ–į–≥—Ä—É–∑–ļ–Ķ.
–ó–į—Č–ł—ā–Ĺ—č–Ķ –ľ–Ķ—Ö–į–Ĺ–ł–∑–ľ—č –≤–ļ–Ľ—é—á–į—é—ā –Ĺ–Ķ—Ā–ļ–ĺ–Ľ—Ć–ļ–ĺ —É—Ä–ĺ–≤–Ĺ–Ķ–Ļ: –ĺ—ā –į–Ņ–Ņ–į—Ä–į—ā–Ĺ—č—Ö –Ņ—Ä–Ķ–ī–ĺ—Ö—Ä–į–Ĺ–ł—ā–Ķ–Ľ–Ķ–Ļ –ī–ĺ –Ņ—Ä–ĺ–≥—Ä–į–ľ–ľ–Ĺ—č—Ö –Ī–Ľ–ĺ–ļ–ł—Ä–ĺ–≤–ĺ–ļ. –Ę–Ķ—Ä–ľ–ł—Ā—ā–ĺ—Ä NTC (Negative Temperature Coefficient ‚ÄĒ —ā–Ķ—Ä–ľ–ĺ—Ä–Ķ–∑–ł—Ā—ā–ĺ—Ä —Ā –ĺ—ā—Ä–ł—Ü–į—ā–Ķ–Ľ—Ć–Ĺ—č–ľ —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–Ĺ—č–ľ –ļ–ĺ—ć—Ą—Ą–ł—Ü–ł–Ķ–Ĺ—ā–ĺ–ľ) –ľ–ĺ–Ĺ–ł—ā–ĺ—Ä–ł—ā –Ĺ–į–≥—Ä–Ķ–≤ IGBT, –ĺ—ā–ļ–Ľ—é—á–į—Ź —Ü–Ķ–Ņ—Ć –Ņ—Ä–ł –Ņ—Ä–Ķ–≤—č—ą–Ķ–Ĺ–ł–ł 120¬įC. –ź–Ĺ–į–Ľ–ĺ–≥–ł—á–Ĺ–ĺ, —Ü–Ķ–Ņ–ł –∑–į—Č–ł—ā—č –ĺ—ā –ļ–ĺ—Ä–ĺ—ā–ļ–ĺ–≥–ĺ –∑–į–ľ—č–ļ–į–Ĺ–ł—Ź –ł—Ā–Ņ–ĺ–Ľ—Ć–∑—É—é—ā –ļ–ĺ–ľ–Ņ–į—Ä–į—ā–ĺ—Ä—č, —Ā—Ä–į–≤–Ĺ–ł–≤–į—é—Č–ł–Ķ —ā–ĺ–ļ —Ā –Ņ–ĺ—Ä–ĺ–≥–ĺ–≤—č–ľ –∑–Ĺ–į—á–Ķ–Ĺ–ł–Ķ–ľ 1,5 –ĺ—ā –Ĺ–ĺ–ľ–ł–Ĺ–į–Ľ–į. –ü–ĺ –ī–į–Ĺ–Ĺ—č–ľ –ł—Ā–Ņ—č—ā–į–Ĺ–ł–Ļ –≤ –Ľ–į–Ī–ĺ—Ä–į—ā–ĺ—Ä–ł—Ź—Ö –ú–ď–Ę–£ –ł–ľ. –Ď–į—É–ľ–į–Ĺ–į, —ā–į–ļ–ł–Ķ —Ā–ł—Ā—ā–Ķ–ľ—č —Ā–Ĺ–ł–∂–į—é—ā —Ä–ł—Ā–ļ –Ņ–ĺ–Ľ–ĺ–ľ–ĺ–ļ –Ĺ–į 40% –≤ —É—Ā–Ľ–ĺ–≤–ł—Ź—Ö –Ņ—č–Ľ—Ć–Ĺ–ĺ–Ļ —Ā—Ä–Ķ–ī—č —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł—Ö –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤.
–ė–Ĺ—ā–Ķ–≥—Ä–į—Ü–ł—Ź –ī–į—ā—á–ł–ļ–ĺ–≤ –•–ĺ–Ľ–Ľ–į –ī–Ľ—Ź –Ī–Ķ—Ā–ļ–ĺ–Ĺ—ā–į–ļ—ā–Ĺ–ĺ–≥–ĺ –ł–∑–ľ–Ķ—Ä–Ķ–Ĺ–ł—Ź —ā–ĺ–ļ–į –Ņ–ĺ–≤—č—ą–į–Ķ—ā —ā–ĺ—á–Ĺ–ĺ—Ā—ā—Ć –ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ—Ź, –ĺ—Ā–ĺ–Ī–Ķ–Ĺ–Ĺ–ĺ –≤ –ł–ľ–Ņ—É–Ľ—Ć—Ā–Ĺ—č—Ö —Ä–Ķ–∂–ł–ľ–į—Ö —Ā–≤–į—Ä–ļ–ł.
–ź–Ĺ–į–Ľ–ł–∑ –Ņ–ĺ–ļ–į–∑—č–≤–į–Ķ—ā, —á—ā–ĺ –≤ –Ņ—Ä–ĺ—Ą–Ķ—Ā—Ā–ł–ĺ–Ĺ–į–Ľ—Ć–Ĺ—č—Ö –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į—Ö –Ņ—Ä–ł–ľ–Ķ–Ĺ—Ź—é—ā—Ā—Ź –ľ–Ĺ–ĺ–≥–ĺ—É—Ä–ĺ–≤–Ĺ–Ķ–≤—č–Ķ –∑–į—Č–ł—ā—č: –Ņ–Ķ—Ä–≤–ł—á–Ĺ–į—Ź ‚ÄĒ –ĺ—ā –Ņ–Ķ—Ä–Ķ–≥—Ä—É–∑–ļ–ł –Ņ–ĺ —ā–ĺ–ļ—É (–ú–≠–ö 60974-5), –≤—ā–ĺ—Ä–ł—á–Ĺ–į—Ź ‚ÄĒ –ĺ—ā —Ā–ļ–į—á–ļ–ĺ–≤ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł—Ź —Ā –Ņ–ĺ–ľ–ĺ—Č—Ć—é –≤–į—Ä–ł—Ā—ā–ĺ—Ä–ĺ–≤. –ě–≥—Ä–į–Ĺ–ł—á–Ķ–Ĺ–ł–Ķ: –≤ –Ī—č—ā–ĺ–≤—č—Ö –ľ–ĺ–ī–Ķ–Ľ—Ź—Ö, –Ņ–ĺ–Ņ—É–Ľ—Ź—Ä–Ĺ—č—Ö —Ā—Ä–Ķ–ī–ł —á–į—Ā—ā–Ĺ—č—Ö –ľ–į—Ā—ā–Ķ—Ä–ĺ–≤ –≤ –ü–ĺ–ī–ľ–ĺ—Ā–ļ–ĺ–≤—Ć–Ķ, —É–Ņ—Ä–ĺ—Č–Ķ–Ĺ–Ĺ—č–Ķ –∑–į—Č–ł—ā—č –ľ–ĺ–≥—É—ā –Ĺ–Ķ —Ā–Ņ—Ä–į–≤–Ľ—Ź—ā—Ć—Ā—Ź —Ā —á–į—Ā—ā—č–ľ–ł –≤–ļ–Ľ—é—á–Ķ–Ĺ–ł—Ź–ľ–ł, —ā—Ä–Ķ–Ī—É—Ź –ī–ĺ–Ņ–ĺ–Ľ–Ĺ–ł—ā–Ķ–Ľ—Ć–Ĺ–ĺ–≥–ĺ –£–ó–ě (—É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–į –∑–į—Č–ł—ā–Ĺ–ĺ–≥–ĺ –ĺ—ā–ļ–Ľ—é—á–Ķ–Ĺ–ł—Ź) –Ņ–ĺ –ü–£–≠ 7-–≥–ĺ –ł–∑–ī–į–Ĺ–ł—Ź.
–Ē–Ľ—Ź –ł–Ľ–Ľ—é—Ā—ā—Ä–į—Ü–ł–ł –ī–ł–Ĺ–į–ľ–ł–ļ–ł –∑–į—Č–ł—ā–Ĺ—č—Ö –ĺ—ā–ļ–Ľ–ł–ļ–ĺ–≤ –Ņ—Ä–Ķ–ī—Ā—ā–į–≤–Ľ–Ķ–Ĺ–į –Ľ–ł–Ĺ–Ķ–Ļ–Ĺ–į—Ź –ī–ł–į–≥—Ä–į–ľ–ľ–į:
–Ē–ĺ–Ņ–ĺ–Ľ–Ĺ–ł—ā–Ķ–Ľ—Ć–Ĺ—č–Ķ —Ą—É–Ĺ–ļ—Ü–ł–ł, —ā–į–ļ–ł–Ķ –ļ–į–ļ Anti-Stick (–∑–į—Č–ł—ā–į –ĺ—ā –Ņ—Ä–ł–Ľ–ł–Ņ–į–Ĺ–ł—Ź —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–į), –į–ļ—ā–ł–≤–ł—Ä—É—é—ā—Ā—Ź —Ā–Ĺ–ł–∂–Ķ–Ĺ–ł–Ķ–ľ —ā–ĺ–ļ–į –ī–ĺ 10 –ź –Ņ—Ä–ł –ļ–ĺ–Ĺ—ā–į–ļ—ā–Ķ. –í –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į—Ö –ī–Ľ—Ź –į—Ä–≥–ĺ–Ĺ–ĺ–ī—É–≥–ĺ–≤–ĺ–Ļ —Ā–≤–į—Ä–ļ–ł (TIG) –ī–ĺ–Ī–į–≤–Ľ—Ź–Ķ—ā—Ā—Ź –≤—č—Ā–ĺ–ļ–ĺ–≤–ĺ–Ľ—Ć—ā–Ĺ—č–Ļ –Ņ–ĺ–ī–∂–ł–≥ (–ī–ĺ 12 –ļ –í), —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—Č–ł–Ļ –ď–ě–°–Ę –† –ė–°–ě 14175-2008. –†–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł–Ķ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī–ł—ā–Ķ–Ľ–ł, –≤–ļ–Ľ—é—á–į—Ź –°–≤–į—Ä—ā–Ķ—Ö, –ł–Ĺ—ā–Ķ–≥—Ä–ł—Ä—É—é—ā —ć—ā–ł –ĺ–Ņ—Ü–ł–ł –ī–Ľ—Ź —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ł—Ź —ā—Ä–Ķ–Ī–ĺ–≤–į–Ĺ–ł—Ź–ľ –Ĺ–Ķ—Ą—ā–Ķ–≥–į–∑–ĺ–≤–ĺ–Ļ –ĺ—ā—Ä–į—Ā–Ľ–ł, –≥–ī–Ķ —Ā—ā–į–Ī–ł–Ľ—Ć–Ĺ–ĺ—Ā—ā—Ć –ļ—Ä–ł—ā–ł—á–Ĺ–į.
- –Ě–į—Ā—ā—Ä–ĺ–Ļ—ā–Ķ –Ņ–ĺ—Ä–ĺ–≥ –∑–į—Č–ł—ā—č –Ņ–ĺ —ā–ĺ–ļ—É –≤ –ľ–Ķ–Ĺ—é –ľ–ł–ļ—Ä–ĺ–ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ–Ľ–Ķ—Ä–į (–ĺ–Ī—č—á–Ĺ–ĺ 100‚Äď400 –ź).
- –ü—Ä–ĺ–≤–Ķ—Ä—Ć—ā–Ķ –ļ–į–Ľ–ł–Ī—Ä–ĺ–≤–ļ—É –ī–į—ā—á–ł–ļ–ĺ–≤ —Ā –Ņ–ĺ–ľ–ĺ—Č—Ć—é —ć—ā–į–Ľ–ĺ–Ĺ–Ĺ–ĺ–≥–ĺ –į–ľ–Ņ–Ķ—Ä–ľ–Ķ—ā—Ä–į.
- –ė–ľ–ł—ā–ł—Ä—É–Ļ—ā–Ķ –Ņ–Ķ—Ä–Ķ–≥—Ä—É–∑–ļ—É –Ĺ–į —Ā—ā–Ķ–Ĺ–ī–Ķ, –Ĺ–į–Ī–Ľ—é–ī–į—Ź –≤—Ä–Ķ–ľ—Ź —Ā—Ä–į–Ī–į—ā—č–≤–į–Ĺ–ł—Ź (–Ĺ–Ķ –Ī–ĺ–Ľ–Ķ–Ķ 0,5 —Ā).
- –ě–Ī–Ĺ–ĺ–≤–ł—ā–Ķ –Ņ—Ä–ĺ—ą–ł–≤–ļ—É MCU –ī–Ľ—Ź –į–ļ—ā—É–į–Ľ—Ć–Ĺ—č—Ö –į–Ľ–≥–ĺ—Ä–ł—ā–ľ–ĺ–≤, –Ķ—Ā–Ľ–ł –ľ–ĺ–ī–Ķ–Ľ—Ć –Ņ–ĺ–ī–ī–Ķ—Ä–∂–ł–≤–į–Ķ—ā.
- –Ē–ĺ–ļ—É–ľ–Ķ–Ĺ—ā–ł—Ä—É–Ļ—ā–Ķ —ā–Ķ—Ā—ā—č –≤ —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ł–ł —Ā —ā—Ä–Ķ–Ī–ĺ–≤–į–Ĺ–ł—Ź–ľ–ł –§–Ě–ė–° (–§–Ķ–ī–Ķ—Ä–į–Ľ—Ć–Ĺ–į—Ź –Ĺ–ĺ—Ä–ľ–į –ł –Ņ—Ä–į–≤–ł–Ľ–į –≤ –ĺ–Ī–Ľ–į—Ā—ā–ł –Ņ—Ä–ĺ–ľ—č—ą–Ľ–Ķ–Ĺ–Ĺ–ĺ–Ļ –Ī–Ķ–∑–ĺ–Ņ–į—Ā–Ĺ–ĺ—Ā—ā–ł).
–ß–Ķ–ļ-–Ľ–ł—Ā—ā –ī–Ľ—Ź –Ņ—Ä–ĺ–≤–Ķ—Ä–ļ–ł —Ā–ł—Ā—ā–Ķ–ľ –∑–į—Č–ł—ā—č:
- –§—É–Ĺ–ļ—Ü–ł–ĺ–Ĺ–ł—Ä—É–Ķ—ā –Ľ–ł –ł–Ĺ–ī–ł–ļ–į—Ü–ł—Ź –Ņ–Ķ—Ä–Ķ–≥—Ä–Ķ–≤–į (–ľ–ł–≥–į—é—Č–ł–Ļ LED)?
- –ě—ā–ļ–Ľ—é—á–į–Ķ—ā—Ā—Ź –Ľ–ł –į–Ņ–Ņ–į—Ä–į—ā –Ņ—Ä–ł –ļ–ĺ—Ä–ĺ—ā–ļ–ĺ–ľ –∑–į–ľ—č–ļ–į–Ĺ–ł–ł (—ā–Ķ—Ā—ā –Ĺ–į 10 –ź)?
- –°–ĺ—Ö—Ä–į–Ĺ—Ź–Ķ—ā—Ā—Ź –Ľ–ł —Ā—ā–į–Ī–ł–Ľ—Ć–Ĺ–ĺ—Ā—ā—Ć –Ņ—Ä–ł –Ņ–į–ī–Ķ–Ĺ–ł–ł –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł—Ź –ī–ĺ 180 –í?
- –ü—Ä–ĺ–≤–Ķ—Ä–Ķ–Ĺ–į –Ľ–ł –ł–∑–ĺ–Ľ—Ź—Ü–ł—Ź —Ā–ł–Ľ–ĺ–≤—č—Ö —Ü–Ķ–Ņ–Ķ–Ļ –ľ–Ķ–≥–į–ĺ–ľ–ľ–Ķ—ā—Ä–ĺ–ľ (–ľ–ł–Ĺ–ł–ľ—É–ľ 1 –ú–ě–ľ)?
- –°–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É–Ķ—ā –Ľ–ł –ü–ě –≤–Ķ—Ä—Ā–ł–ł —ā—Ä–Ķ–Ī–ĺ–≤–į–Ĺ–ł—Ź–ľ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī–ł—ā–Ķ–Ľ—Ź?
–Ę–ł–Ņ–ł—á–Ĺ—č–Ķ –ĺ—ą–ł–Ī–ļ–ł: –Ĺ–Ķ—Ā–≤–ĺ–Ķ–≤—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ–į—Ź –∑–į–ľ–Ķ–Ĺ–į –≤–Ķ–Ĺ—ā–ł–Ľ—Ź—ā–ĺ—Ä–ĺ–≤ –ĺ—Ö–Ľ–į–∂–ī–Ķ–Ĺ–ł—Ź –Ņ—Ä–ł–≤–ĺ–ī–ł—ā –ļ –Ľ–ĺ–ļ–į–Ľ—Ć–Ĺ–ĺ–ľ—É –Ņ–Ķ—Ä–Ķ–≥—Ä–Ķ–≤—É ‚ÄĒ —á–ł—Ā—ā–ł—ā–Ķ –ł—Ö –ļ–į–∂–ī—č–Ķ 100 —á–į—Ā–ĺ–≤ —Ä–į–Ī–ĺ—ā—č, –ļ–į–ļ —Ä–Ķ–ļ–ĺ–ľ–Ķ–Ĺ–ī—É—é—ā –ł–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł–ł –†–Ķ—Ā–į–Ĺ—ā–į. –ė–≥–Ĺ–ĺ—Ä–ł—Ä–ĺ–≤–į–Ĺ–ł–Ķ —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–ľ–į–≥–Ĺ–ł—ā–Ĺ–ĺ–Ļ —Ā–ĺ–≤–ľ–Ķ—Ā—ā–ł–ľ–ĺ—Ā—ā–ł (–≠–ú–°) –Ņ–ĺ –ď–ě–°–Ę –† 51318.14.1-2006 –≤—č–∑—č–≤–į–Ķ—ā –Ņ–ĺ–ľ–Ķ—Ö–ł –≤ —Ā–ĺ—Ā–Ķ–ī–Ĺ–Ķ–ľ –ĺ–Ī–ĺ—Ä—É–ī–ĺ–≤–į–Ĺ–ł–ł; –ł–∑–Ī–Ķ–≥–į–Ļ—ā–Ķ, –ł—Ā–Ņ–ĺ–Ľ—Ć–∑—É—Ź —ć–ļ—Ä–į–Ĺ–ł—Ä–ĺ–≤–į–Ĺ–Ĺ—č–Ķ –ļ–į–Ī–Ķ–Ľ–ł. –ď–ł–Ņ–ĺ—ā–Ķ–∑–į: –≤–Ĺ–Ķ–ī—Ä–Ķ–Ĺ–ł–Ķ –ľ–į—ą–ł–Ĺ–Ĺ–ĺ–≥–ĺ –ĺ–Ī—É—á–Ķ–Ĺ–ł—Ź –≤ MCU –ī–Ľ—Ź –Ņ—Ä–Ķ–ī–ł–ļ—ā–ł–≤–Ĺ–ĺ–Ļ –∑–į—Č–ł—ā—č –ľ–ĺ–∂–Ķ—ā –Ņ—Ä–Ķ–ī–ĺ—ā–≤—Ä–į—ā–ł—ā—Ć 70% –į–≤–į—Ä–ł–Ļ, –Ĺ–ĺ —ā—Ä–Ķ–Ī—É–Ķ—ā –Ņ–ĺ–Ľ–Ķ–≤—č—Ö –ł—Ā–Ņ—č—ā–į–Ĺ–ł–Ļ –≤ —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł—Ö —É—Ā–Ľ–ĺ–≤–ł—Ź—Ö.
–ü—Ä–ł–ľ–Ķ–Ĺ–Ķ–Ĺ–ł–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–ĺ–≤ –≤ —Ä–į–∑–Ľ–ł—á–Ĺ—č—Ö –ĺ—ā—Ä–į—Ā–Ľ—Ź—Ö –†–ĺ—Ā—Ā–ł–ł
–í –į–≤—ā–ĺ–ľ–ĺ–Ī–ł–Ľ–Ķ—Ā—ā—Ä–ĺ–Ķ–Ĺ–ł–ł, –Ĺ–į –∑–į–≤–ĺ–ī–į—Ö –ź–≤—ā–ĺ –í–ź–ó –≤ –Ę–ĺ–Ľ—Ć—Ź—ā—ā–ł, –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č –ł—Ā–Ņ–ĺ–Ľ—Ć–∑—É—é—ā—Ā—Ź –ī–Ľ—Ź —ā–ĺ—á–Ķ—á–Ĺ–ĺ–Ļ —Ā–≤–į—Ä–ļ–ł –ļ—É–∑–ĺ–≤–Ĺ—č—Ö –ī–Ķ—ā–į–Ľ–Ķ–Ļ —Ā —ā–ĺ–ļ–ĺ–ľ –ī–ĺ 300 –ź, –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į—Ź —ą–≤—č –Ņ—Ä–ĺ—á–Ĺ–ĺ—Ā—ā—Ć—é –Ņ–ĺ –ď–ě–°–Ę 14771-76. –í —Ā—ā—Ä–ĺ–ł—ā–Ķ–Ľ—Ć—Ā—ā–≤–Ķ, –ĺ—Ā–ĺ–Ī–Ķ–Ĺ–Ĺ–ĺ –Ņ—Ä–ł –ľ–ĺ–Ĺ—ā–į–∂–Ķ –ľ–Ķ—ā–į–Ľ–Ľ–ĺ–ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł–Ļ –≤ –ú–ĺ—Ā–ļ–≤–Ķ, –Ņ—Ä–Ķ–ī–Ņ–ĺ—á—ā–ł—ā–Ķ–Ľ—Ć–Ĺ—č –Ņ–ĺ—Ä—ā–į—ā–ł–≤–Ĺ—č–Ķ –ľ–ĺ–ī–Ķ–Ľ–ł —Ā –ü–í 100% –ī–Ľ—Ź –ī–Ľ–ł—ā–Ķ–Ľ—Ć–Ĺ—č—Ö —Ä–į–Ī–ĺ—ā, –ľ–ł–Ĺ–ł–ľ–ł–∑–ł—Ä—É—Ź –Ņ—Ä–ĺ—Ā—ā–ĺ–ł.
–í —Ā—É–ī–ĺ—Ā—ā—Ä–ĺ–Ķ–Ĺ–ł–ł –Ĺ–į –°–Ķ–≤–Ķ—Ä–Ĺ–ĺ–Ļ –≤–Ķ—Ä—Ą–ł –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č –ī–Ľ—Ź –Ņ–ĺ–Ľ—É–į–≤—ā–ĺ–ľ–į—ā–ł—á–Ķ—Ā–ļ–ĺ–Ļ —Ā–≤–į—Ä–ļ–ł (MIG/MAG) –ł–Ĺ—ā–Ķ–≥—Ä–ł—Ä—É—é—ā—Ā—Ź —Ā —Ä–ĺ–Ī–ĺ—ā–ł–∑–ł—Ä–ĺ–≤–į–Ĺ–Ĺ—č–ľ–ł —Ā–ł—Ā—ā–Ķ–ľ–į–ľ–ł, –≥–ī–Ķ –ļ–ĺ–Ĺ—ā—Ä–ĺ–Ľ—Ć –≥–į–∑–į –Ņ–ĺ –ď–ě–°–Ę –† 14771-2007 –ļ—Ä–ł—ā–ł—á–Ķ–Ĺ. –ź–Ĺ–į–Ľ–ł–∑ —Ä—č–Ĺ–ļ–į –ĺ—ā –≠–ļ—Ā–Ņ–Ķ—Ä—ā –†–ź —É–ļ–į–∑—č–≤–į–Ķ—ā, —á—ā–ĺ –≤ 2026 –≥–ĺ–ī—É —Ā–Ņ—Ä–ĺ—Ā –Ĺ–į —ā–į–ļ–ł–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č –≤—č—Ä–į—Ā—ā–Ķ—ā –Ĺ–į 15% –∑–į —Ā—á–Ķ—ā –Ņ—Ä–ĺ–≥—Ä–į–ľ–ľ –ł–ľ–Ņ–ĺ—Ä—ā–ĺ–∑–į–ľ–Ķ—Č–Ķ–Ĺ–ł—Ź, —Ā —Ą–ĺ–ļ—É—Ā–ĺ–ľ –Ĺ–į –ĺ—ā–Ķ—á–Ķ—Ā—ā–≤–Ķ–Ĺ–Ĺ—č–Ķ –ļ–ĺ–ľ–Ņ–ĺ–Ĺ–Ķ–Ĺ—ā—č.
–ź–ī–į–Ņ—ā–į—Ü–ł—Ź –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–ĺ–≤ –ļ –Ĺ–ł–∑–ļ–ł–ľ —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–į–ľ (-40¬įC) –Ņ–ĺ –Ę–£ –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź–Ķ—ā —ć—Ą—Ą–Ķ–ļ—ā–ł–≤–Ĺ–ĺ —Ä–į–Ī–ĺ—ā–į—ā—Ć –≤ –į—Ä–ļ—ā–ł—á–Ķ—Ā–ļ–ł—Ö —Ä–Ķ–≥–ł–ĺ–Ĺ–į—Ö, —ā–į–ļ–ł—Ö –ļ–į–ļ –Į–ľ–į–Ľ.
–í —Ä–Ķ–ľ–ĺ–Ĺ—ā–Ĺ—č—Ö –ľ–į—Ā—ā–Ķ—Ä—Ā–ļ–ł—Ö –ī–Ľ—Ź –Ī—č—ā–ĺ–≤–ĺ–≥–ĺ –ł—Ā–Ņ–ĺ–Ľ—Ć–∑–ĺ–≤–į–Ĺ–ł—Ź, —Ä–į—Ā–Ņ—Ä–ĺ—Ā—ā—Ä–į–Ĺ–Ķ–Ĺ–Ĺ—č—Ö –≤ —Ä–Ķ–≥–ł–ĺ–Ĺ–į—Ö –≤—Ä–ĺ–ī–Ķ –Ě–ĺ–≤–ĺ—Ā–ł–Ī–ł—Ä—Ā–ļ–į, –≤—č–Ī–ł—Ä–į—é—ā —É–Ĺ–ł–≤–Ķ—Ä—Ā–į–Ľ—Ć–Ĺ—č–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č —Ā MMA-—Ą—É–Ĺ–ļ—Ü–ł–Ķ–Ļ, —Ā–ĺ–≤–ľ–Ķ—Ā—ā–ł–ľ—č–Ķ —Ā —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–į–ľ–ł –ī–ł–į–ľ–Ķ—ā—Ä–ĺ–ľ 2‚Äď4 –ľ–ľ. –ě–≥—Ä–į–Ĺ–ł—á–Ķ–Ĺ–ł–Ķ: –≤ –≤–Ľ–į–∂–Ĺ—č—Ö —É—Ā–Ľ–ĺ–≤–ł—Ź—Ö, –ļ–į–ļ –Ĺ–į –ß–Ķ—Ä–Ĺ–ĺ–ľ–ĺ—Ä—Ā–ļ–ĺ–ľ –Ņ–ĺ–Ī–Ķ—Ä–Ķ–∂—Ć–Ķ, —ā—Ä–Ķ–Ī—É–Ķ—ā—Ā—Ź –≥–Ķ—Ä–ľ–Ķ—ā–ł–∑–į—Ü–ł—Ź –ļ–ĺ—Ä–Ņ—É—Ā–į –Ņ–ĺ IP23, —á—ā–ĺ–Ī—č –Ņ—Ä–Ķ–ī–ĺ—ā–≤—Ä–į—ā–ł—ā—Ć –ļ–ĺ—Ä—Ä–ĺ–∑–ł—é –Ņ–Ľ–į—ā.
–Ē–Ľ—Ź –≤—č–Ī–ĺ—Ä–į –Ņ–ĺ–ī—Ö–ĺ–ī—Ź—Č–Ķ–≥–ĺ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į —Ā–Ľ–Ķ–ī—É–Ļ—ā–Ķ —ą–į–≥–į–ľ:
- –ě–Ņ—Ä–Ķ–ī–Ķ–Ľ–ł—ā–Ķ —ā–ł–Ņ —Ā–≤–į—Ä–ļ–ł (MMA, TIG, MIG) –ł —ā–ĺ–Ľ—Č–ł–Ĺ—É –ľ–Ķ—ā–į–Ľ–Ľ–į (1‚Äď20 –ľ–ľ).
- –†–į—Ā—Ā—á–ł—ā–į–Ļ—ā–Ķ –Ĺ–Ķ–ĺ–Ī—Ö–ĺ–ī–ł–ľ—č–Ļ —ā–ĺ–ļ: I = (U * L) / K, –≥–ī–Ķ U ‚ÄĒ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł–Ķ –ī—É–≥–ł (25 –í), L ‚ÄĒ –ī–Ľ–ł–Ĺ–į —ą–≤–į (–ľ), K ‚ÄĒ –ļ–ĺ—ć—Ą—Ą–ł—Ü–ł–Ķ–Ĺ—ā (0,5‚Äď1).
- –ü—Ä–ĺ–≤–Ķ—Ä—Ć—ā–Ķ –ü–í: –ī–Ľ—Ź –ł–Ĺ—ā–Ķ–Ĺ—Ā–ł–≤–Ĺ—č—Ö —Ä–į–Ī–ĺ—ā ‚ÄĒ –Ĺ–Ķ –ľ–Ķ–Ĺ–Ķ–Ķ 60% –Ņ—Ä–ł –Ĺ–ĺ–ľ–ł–Ĺ–į–Ľ—Ć–Ĺ–ĺ–ľ —ā–ĺ–ļ–Ķ.
- –ě—Ü–Ķ–Ĺ–ł—ā–Ķ –≤–Ķ—Ā –ł —ć—Ä–≥–ĺ–Ĺ–ĺ–ľ–ł–ļ—É –ī–Ľ—Ź –ľ–ĺ–Ī–ł–Ľ—Ć–Ĺ–ĺ—Ā—ā–ł (–ī–ĺ 7 –ļ–≥ –ī–Ľ—Ź –Ņ–ĺ–Ľ–Ķ–≤—č—Ö —É—Ā–Ľ–ĺ–≤–ł–Ļ).
- –ė–∑—É—á–ł—ā–Ķ —Ā–Ķ—Ä—ā–ł—Ą–ł–ļ–į—ā—č –ē–ź–° –ł –ĺ—ā–∑—č–≤—č –Ĺ–į –Ņ–Ľ–į—ā—Ą–ĺ—Ä–ľ–į—Ö –≤—Ä–ĺ–ī–Ķ –Į–Ĺ–ī–Ķ–ļ—Ā.–ú–į—Ä–ļ–Ķ—ā.
–ß–Ķ–ļ-–Ľ–ł—Ā—ā –≤—č–Ī–ĺ—Ä–į:
- –°–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É–Ķ—ā –Ľ–ł –ľ–ĺ—Č–Ĺ–ĺ—Ā—ā—Ć —Ā–Ķ—ā–ł (–ĺ–ī–Ĺ–ĺ—Ą–į–∑–Ĺ–į—Ź/—ā—Ä–Ķ—Ö—Ą–į–∑–Ĺ–į—Ź)?
- –ē—Ā—ā—Ć –Ľ–ł –≥–į—Ä–į–Ĺ—ā–ł—Ź –ĺ—ā —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ĺ–≥–ĺ –ī–ł–Ľ–Ķ—Ä–į (–ľ–ł–Ĺ–ł–ľ—É–ľ 2 –≥–ĺ–ī–į)?
- –ü–ĺ–ī–ī–Ķ—Ä–∂–ł–≤–į–Ķ—ā –Ľ–ł –ī–ĺ–Ņ–ĺ–Ľ–Ĺ–ł—ā–Ķ–Ľ—Ć–Ĺ—č–Ķ —Ą—É–Ĺ–ļ—Ü–ł–ł (VRD –ī–Ľ—Ź —Ā–Ĺ–ł–∂–Ķ–Ĺ–ł—Ź —Ö–ĺ–Ľ–ĺ—Ā—ā–ĺ–≥–ĺ —Ö–ĺ–ī–į)?
- –ü—Ä–ĺ–≤–Ķ—Ä–Ķ–Ĺ–į –Ľ–ł —Ā–ĺ–≤–ľ–Ķ—Ā—ā–ł–ľ–ĺ—Ā—ā—Ć —Ā –ĺ—ā–Ķ—á–Ķ—Ā—ā–≤–Ķ–Ĺ–Ĺ—č–ľ–ł —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–į–ľ–ł (–ě–ö 46.00)?
- –£—á—ā–Ķ–Ĺ—č –Ľ–ł –∑–į—ā—Ä–į—ā—č –Ĺ–į –ĺ–Ī—Ā–Ľ—É–∂–ł–≤–į–Ĺ–ł–Ķ (–∑–į–Ņ—á–į—Ā—ā–ł –ī–ĺ—Ā—ā—É–Ņ–Ĺ—č –≤ —Ä–Ķ–≥–ł–ĺ–Ĺ–Ķ)?
–Ę–ł–Ņ–ł—á–Ĺ—č–Ķ –ĺ—ą–ł–Ī–ļ–ł –Ņ—Ä–ł –≤—č–Ī–ĺ—Ä–Ķ: –Ĺ–Ķ–ī–ĺ–ĺ—Ü–Ķ–Ĺ–ļ–į –ü–í –Ņ—Ä–ł–≤–ĺ–ī–ł—ā –ļ —á–į—Ā—ā—č–ľ –Ņ–į—É–∑–į–ľ ‚ÄĒ –ľ–ĺ–ī–Ķ–Ľ–ł—Ä—É–Ļ—ā–Ķ –Ĺ–į–≥—Ä—É–∑–ļ—É –Ņ–ĺ –≥—Ä–į—Ą–ł–ļ–į–ľ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī–ł—ā–Ķ–Ľ—Ź. –ü–ĺ–ļ—É–Ņ–ļ–į –Ī–Ķ–∑ —É—á–Ķ—ā–į –≠–ú–° –≤—č–∑—č–≤–į–Ķ—ā –∂–į–Ľ–ĺ–Ī—č —Ā–ĺ—Ā–Ķ–ī–Ķ–Ļ; –≤—č–Ī–ł—Ä–į–Ļ—ā–Ķ –į–Ņ–Ņ–į—Ä–į—ā—č —Ā –ľ–į—Ä–ļ–ł—Ä–ĺ–≤–ļ–ĺ–Ļ –Ņ–ĺ –ď–ě–°–Ę –† 51317.3.2-2006. –í 2026 –≥–ĺ–ī—É —ā—Ä–Ķ–Ĺ–ī –Ĺ–į –≥–ł–Ī—Ä–ł–ī–Ĺ—č–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č —Ā —Ā–ĺ–Ľ–Ĺ–Ķ—á–Ĺ—č–ľ–ł –Ņ–į–Ĺ–Ķ–Ľ—Ź–ľ–ł –į–ļ—ā—É–į–Ľ–Ķ–Ĺ –ī–Ľ—Ź —É–ī–į–Ľ–Ķ–Ĺ–Ĺ—č—Ö –ĺ–Ī—ä–Ķ–ļ—ā–ĺ–≤ –≤ –°–ł–Ī–ł—Ä–ł, –Ĺ–ĺ –ł—Ö —ć—Ą—Ą–Ķ–ļ—ā–ł–≤–Ĺ–ĺ—Ā—ā—Ć (–ö–ü–Ē 80%) —ā—Ä–Ķ–Ī—É–Ķ—ā –≤–Ķ—Ä–ł—Ą–ł–ļ–į—Ü–ł–ł –≤ —Ä–Ķ–į–Ľ—Ć–Ĺ—č—Ö —ā–Ķ—Ā—ā–į—Ö.
–Ē–į–Ľ—Ć–Ĺ–Ķ–Ļ—ą–ł–Ļ –į–Ĺ–į–Ľ–ł–∑ –Ņ—Ä–ł–ľ–Ķ–Ĺ–Ķ–Ĺ–ł—Ź –Ņ–ĺ–ī—ā–≤–Ķ—Ä–∂–ī–į–Ķ—ā, —á—ā–ĺ –≤ —ć–Ĺ–Ķ—Ä–≥–Ķ—ā–ł–ļ–Ķ, –Ĺ–į –Ņ–ĺ–ī—Ā—ā–į–Ĺ—Ü–ł—Ź—Ö –†–ĺ—Ā—Ā–Ķ—ā–ł, –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č —Ā —Ü–ł—Ą—Ä–ĺ–≤—č–ľ –ī–ł—Ā–Ņ–Ľ–Ķ–Ķ–ľ –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į—é—ā –Ľ–ĺ–≥–ł—Ä–ĺ–≤–į–Ĺ–ł–Ķ –Ņ–į—Ä–į–ľ–Ķ—ā—Ä–ĺ–≤ –ī–Ľ—Ź –ĺ—ā—á–Ķ—ā–Ĺ–ĺ—Ā—ā–ł –Ņ–ĺ –§–ó-35 –ĺ–Ī —ć–Ľ–Ķ–ļ—ā—Ä–ĺ—ć–Ĺ–Ķ—Ä–≥–Ķ—ā–ł–ļ–Ķ. –≠—ā–ĺ –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź–Ķ—ā –ĺ–Ņ—ā–ł–ľ–ł–∑–ł—Ä–ĺ–≤–į—ā—Ć –Ņ—Ä–ĺ—Ü–Ķ—Ā—Ā—č, —Ā–Ĺ–ł–∂–į—Ź –Ī—Ä–į–ļ —ą–≤–ĺ–≤ –ī–ĺ 1%.
–ě–Ī—Ā–Ľ—É–∂–ł–≤–į–Ĺ–ł–Ķ –ł —Ä–Ķ–ľ–ĺ–Ĺ—ā —Ā–≤–į—Ä–ĺ—á–Ĺ—č—Ö –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–ĺ–≤
–†–Ķ–≥—É–Ľ—Ź—Ä–Ĺ–ĺ–Ķ –ĺ–Ī—Ā–Ľ—É–∂–ł–≤–į–Ĺ–ł–Ķ —Ā–≤–į—Ä–ĺ—á–Ĺ—č—Ö –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–ĺ–≤ –Ņ—Ä–ĺ–ī–Ľ–Ķ–≤–į–Ķ—ā —Ā—Ä–ĺ–ļ —Ā–Ľ—É–∂–Ī—č –ī–ĺ 10 –Ľ–Ķ—ā, –ľ–ł–Ĺ–ł–ľ–ł–∑–ł—Ä—É—Ź –Ņ—Ä–ĺ—Ā—ā–ĺ–ł –≤ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–Ķ. –ě—Ā–Ĺ–ĺ–≤–Ĺ—č–Ķ –Ņ—Ä–ĺ—Ü–Ķ–ī—É—Ä—č –≤–ļ–Ľ—é—á–į—é—ā –≤–ł–∑—É–į–Ľ—Ć–Ĺ—č–Ļ –ĺ—Ā–ľ–ĺ—ā—Ä, —á–ł—Ā—ā–ļ—É –ł –ļ–į–Ľ–ł–Ī—Ä–ĺ–≤–ļ—É, –Ņ—Ä–ĺ–≤–ĺ–ī–ł–ľ—č–Ķ –ļ–į–∂–ī—č–Ķ 500 —á–į—Ā–ĺ–≤ —Ä–į–Ī–ĺ—ā—č –Ņ–ĺ —Ä–Ķ–ļ–ĺ–ľ–Ķ–Ĺ–ī–į—Ü–ł—Ź–ľ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī–ł—ā–Ķ–Ľ–Ķ–Ļ –í–ł—Ö—Ä—Ć –ł –°–≤–į—Ä–ĺ–≥. –í —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł—Ö —É—Ā–Ľ–ĺ–≤–ł—Ź—Ö, —Ā —É—á–Ķ—ā–ĺ–ľ –Ņ—č–Ľ–ł –ł –≤–Ľ–į–∂–Ĺ–ĺ—Ā—ā–ł, –ł–Ĺ—ā–Ķ—Ä–≤–į–Ľ —Ā–ĺ–ļ—Ä–į—Č–į–Ķ—ā—Ā—Ź –ī–ĺ 300 —á–į—Ā–ĺ–≤, –ĺ—Ā–ĺ–Ī–Ķ–Ĺ–Ĺ–ĺ –≤ —Ä–Ķ–≥–ł–ĺ–Ĺ–į—Ö –£—Ä–į–Ľ–į, –≥–ī–Ķ –Ņ—Ä–ĺ–ľ—č—ą–Ľ–Ķ–Ĺ–Ĺ–į—Ź —Ā—Ä–Ķ–ī–į –į–≥—Ä–Ķ—Ā—Ā–ł–≤–Ĺ–į.
–í–ł–∑—É–į–Ľ—Ć–Ĺ—č–Ļ –ĺ—Ā–ľ–ĺ—ā—Ä –Ĺ–į—á–ł–Ĺ–į–Ķ—ā—Ā—Ź —Ā –Ņ—Ä–ĺ–≤–Ķ—Ä–ļ–ł –ļ–ĺ—Ä–Ņ—É—Ā–į –Ĺ–į —ā—Ä–Ķ—Č–ł–Ĺ—č –ł –ī–Ķ—Ą–ĺ—Ä–ľ–į—Ü–ł–ł, –≤—č–∑–≤–į–Ĺ–Ĺ—č–Ķ –ľ–Ķ—Ö–į–Ĺ–ł—á–Ķ—Ā–ļ–ł–ľ–ł —É–ī–į—Ä–į–ľ–ł. –ó–į—ā–Ķ–ľ –ĺ—Ü–Ķ–Ĺ–ł–≤–į–Ķ—ā—Ā—Ź —Ā–ĺ—Ā—ā–ĺ—Ź–Ĺ–ł–Ķ –ļ–į–Ī–Ķ–Ľ–Ķ–Ļ: –ł–∑–ĺ–Ľ—Ź—Ü–ł—Ź –ī–ĺ–Ľ–∂–Ĺ–į –Ī—č—ā—Ć –Ī–Ķ–∑ –ĺ–Ņ–Ľ–į–≤–Ľ–Ķ–Ĺ–ł–Ļ, –į —Ā–ĺ–Ķ–ī–ł–Ĺ–Ķ–Ĺ–ł—Ź ‚ÄĒ –∑–į—ā—Ź–Ĺ—É—ā—č —Ā –ľ–ĺ–ľ–Ķ–Ĺ—ā–ĺ–ľ 2‚Äď3 –Ě–ľ. –Ē–Ľ—Ź —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ—č—Ö –Ņ–Ľ–į—ā —Ä–Ķ–ļ–ĺ–ľ–Ķ–Ĺ–ī—É–Ķ—ā—Ā—Ź –ł—Ā–Ņ–ĺ–Ľ—Ć–∑–ĺ–≤–į–Ĺ–ł–Ķ –ł–ĺ–Ĺ–ł–∑–į—ā–ĺ—Ä–į –≤–ĺ–∑–ī—É—Ö–į –Ņ—Ä–ł —á–ł—Ā—ā–ļ–Ķ, —á—ā–ĺ–Ī—č –ł–∑–Ī–Ķ–∂–į—ā—Ć —Ā—ā–į—ā–ł—á–Ķ—Ā–ļ–ĺ–≥–ĺ —ć–Ľ–Ķ–ļ—ā—Ä–ł—á–Ķ—Ā—ā–≤–į, –ļ–ĺ—ā–ĺ—Ä–ĺ–Ķ –Ņ–ĺ–≤—Ä–Ķ–∂–ī–į–Ķ—ā SMD-–ļ–ĺ–ľ–Ņ–ĺ–Ĺ–Ķ–Ĺ—ā—č –Ņ–ĺ –Ĺ–ĺ—Ä–ľ–į–ľ –ď–ě–°–Ę –† 53704-2009.
–ü—Ä–ĺ—Ą–ł–Ľ–į–ļ—ā–ł—á–Ķ—Ā–ļ–į—Ź —á–ł—Ā—ā–ļ–į –≤–Ķ–Ĺ—ā–ł–Ľ—Ź—ā–ĺ—Ä–ĺ–≤ –ĺ—ā –Ņ—č–Ľ–ł —Ā–Ĺ–ł–∂–į–Ķ—ā —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä—É —Ä–į–Ī–ĺ—ā—č –Ĺ–į 15‚Äď20¬įC, –Ņ—Ä–Ķ–ī–ĺ—ā–≤—Ä–į—Č–į—Ź –Ņ—Ä–Ķ–∂–ī–Ķ–≤—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ—č–Ļ –≤—č—Ö–ĺ–ī –ł–∑ —Ā—ā—Ä–ĺ—Ź IGBT.
–ö–į–Ľ–ł–Ī—Ä–ĺ–≤–ļ–į –Ņ–į—Ä–į–ľ–Ķ—ā—Ä–ĺ–≤ –ĺ—Ā—É—Č–Ķ—Ā—ā–≤–Ľ—Ź–Ķ—ā—Ā—Ź —Ā –Ņ–ĺ–ľ–ĺ—Č—Ć—é –ļ–į–Ľ–ł–Ī—Ä–į—ā–ĺ—Ä–ĺ–≤ —ā–ĺ–ļ–į –ł –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł—Ź, —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—Č–ł—Ö –ļ–Ľ–į—Ā—Ā—É —ā–ĺ—á–Ĺ–ĺ—Ā—ā–ł 0,5. –í —Ā–Ķ—Ä–≤–ł—Ā–Ĺ—č—Ö —Ü–Ķ–Ĺ—ā—Ä–į—Ö –ú–ĺ—Ā–ļ–≤—č, —ā–į–ļ–ł—Ö –ļ–į–ļ –°–≤–į—Ä –°–Ķ—Ä–≤–ł—Ā, –Ņ—Ä–ł–ľ–Ķ–Ĺ—Ź—é—ā –Ņ—Ä–ĺ–≥—Ä–į–ľ–ľ–Ĺ–ĺ–Ķ –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–Ķ–Ĺ–ł–Ķ –ī–Ľ—Ź –ī–ł–į–≥–Ĺ–ĺ—Ā—ā–ł–ļ–ł MCU, –≤—č—Ź–≤–Ľ—Ź—é—Č–Ķ–Ķ –ĺ—ą–ł–Ī–ļ–ł –≤ –®–ė–ú-—Ā–ł–≥–Ĺ–į–Ľ–Ķ. –ě–≥—Ä–į–Ĺ–ł—á–Ķ–Ĺ–ł–Ķ: —Ā–į–ľ–ĺ—Ā—ā–ĺ—Ź—ā–Ķ–Ľ—Ć–Ĺ–į—Ź –ļ–į–Ľ–ł–Ī—Ä–ĺ–≤–ļ–į —ā—Ä–Ķ–Ī—É–Ķ—ā –Ĺ–į–≤—č–ļ–ĺ–≤, –ł–Ĺ–į—á–Ķ –≤–ĺ–∑–ľ–ĺ–∂–Ĺ—č –ł—Ā–ļ–į–∂–Ķ–Ĺ–ł—Ź –ī—É–≥–ł, –Ņ—Ä–ł–≤–ĺ–ī—Ź—Č–ł–Ķ –ļ –ī–Ķ—Ą–Ķ–ļ—ā–į–ľ —ą–≤–ĺ–≤ –Ņ–ĺ –ď–ě–°–Ę 8713-79.
–†–Ķ–ľ–ĺ–Ĺ—ā –ī–Ķ–Ľ–ł—ā—Ā—Ź –Ĺ–į –ī–ł–į–≥–Ĺ–ĺ—Ā—ā–ł–ļ—É, –∑–į–ľ–Ķ–Ĺ—É –ł —ā–Ķ—Ā—ā–ł—Ä–ĺ–≤–į–Ĺ–ł–Ķ. –Ē–ł–į–≥–Ĺ–ĺ—Ā—ā–ł–ļ–į –Ĺ–į—á–ł–Ĺ–į–Ķ—ā—Ā—Ź —Ā –ł–∑–ľ–Ķ—Ä–Ķ–Ĺ–ł—Ź —Ā–ĺ–Ņ—Ä–ĺ—ā–ł–≤–Ľ–Ķ–Ĺ–ł—Ź –ł–∑–ĺ–Ľ—Ź—Ü–ł–ł (–Ĺ–Ķ –ľ–Ķ–Ĺ–Ķ–Ķ 5 –ú–ě–ľ –Ņ—Ä–ł 500 –í), –∑–į—ā–Ķ–ľ –Ņ—Ä–ĺ–≤–Ķ—Ä–ļ–į –ī–ł–ĺ–ī–ĺ–≤ –ľ—É–Ľ—Ć—ā–ł–ľ–Ķ—ā—Ä–ĺ–ľ –≤ —Ä–Ķ–∂–ł–ľ–Ķ –ī–ł–ĺ–ī–į. –ß–į—Ā—ā—č–Ķ –Ņ–ĺ–Ľ–ĺ–ľ–ļ–ł ‚ÄĒ –Ņ—Ä–ĺ–Ī–ĺ–Ļ IGBT –ĺ—ā –Ņ–Ķ—Ä–Ķ–≥—Ä—É–∑–ĺ–ļ, —Ä–Ķ–ľ–ĺ–Ĺ—ā –ļ–ĺ—ā–ĺ—Ä—č—Ö –≤–ļ–Ľ—é—á–į–Ķ—ā –∑–į–ľ–Ķ–Ĺ—É –Ņ–į—Ä—č —ā—Ä–į–Ĺ–∑–ł—Ā—ā–ĺ—Ä–ĺ–≤ —Ā –Ņ–ĺ—Ā–Ľ–Ķ–ī—É—é—Č–Ķ–Ļ –Ņ–į–Ļ–ļ–ĺ–Ļ –Ņ–ĺ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł–ł –≤–ĺ–Ľ–Ĺ–ĺ–≤–ĺ–Ļ –Ņ–į–Ļ–ļ–ł. –°—ā–ĺ–ł–ľ–ĺ—Ā—ā—Ć —Ä–Ķ–ľ–ĺ–Ĺ—ā–į –≤ –†–ĺ—Ā—Ā–ł–ł –≤ 2026 –≥–ĺ–ī—É –≤–į—Ä—Ć–ł—Ä—É–Ķ—ā—Ā—Ź –ĺ—ā 3000 –ī–ĺ 15000 —Ä—É–Ī., –≤ –∑–į–≤–ł—Ā–ł–ľ–ĺ—Ā—ā–ł –ĺ—ā —Ā–Ľ–ĺ–∂–Ĺ–ĺ—Ā—ā–ł.
- –ě—ā–ļ–Ľ—é—á–ł—ā–Ķ –į–Ņ–Ņ–į—Ä–į—ā –ĺ—ā —Ā–Ķ—ā–ł –ł —Ä–į–∑—Ä—Ź–ī–ł—ā–Ķ –ļ–ĺ–Ĺ–ī–Ķ–Ĺ—Ā–į—ā–ĺ—Ä—č (–≤—Ä–Ķ–ľ—Ź –ĺ–∂–ł–ī–į–Ĺ–ł—Ź 5 –ľ–ł–Ĺ).
- –†–į–∑–Ī–Ķ—Ä–ł—ā–Ķ –ļ–ĺ—Ä–Ņ—É—Ā, —Ą–ł–ļ—Ā–ł—Ä—É—Ź –≤–ł–Ĺ—ā—č –≤ –Ņ–ĺ—Ā–Ľ–Ķ–ī–ĺ–≤–į—ā–Ķ–Ľ—Ć–Ĺ–ĺ—Ā—ā–ł (–ĺ–Ī—č—á–Ĺ–ĺ 8‚Äď12 —ą—ā.).
- –ü—Ä–ĺ–≤–Ķ—Ä—Ć—ā–Ķ —Ü–Ķ–Ņ–ł –Ņ–ł—ā–į–Ĺ–ł—Ź –ĺ—Ā—Ü–ł–Ľ–Ľ–ĺ–≥—Ä–į—Ą–ĺ–ľ –Ĺ–į –Ĺ–į–Ľ–ł—á–ł–Ķ –Ņ—É–Ľ—Ć—Ā–į—Ü–ł–Ļ (–Ĺ–Ķ –Ī–ĺ–Ľ–Ķ–Ķ 5%).
- –ó–į–ľ–Ķ–Ĺ–ł—ā–Ķ –Ņ–ĺ–≤—Ä–Ķ–∂–ī–Ķ–Ĺ–Ĺ—č–Ķ –ļ–ĺ–ľ–Ņ–ĺ–Ĺ–Ķ–Ĺ—ā—č –ĺ—Ä–ł–≥–ł–Ĺ–į–Ľ—Ć–Ĺ—č–ľ–ł –∑–į–Ņ—á–į—Ā—ā—Ź–ľ–ł –Ņ–ĺ –ļ–į—ā–į–Ľ–ĺ–≥—É.
- –°–ĺ–Ī–Ķ—Ä–ł—ā–Ķ –ł –Ņ—Ä–ĺ—ā–Ķ—Ā—ā–ł—Ä—É–Ļ—ā–Ķ –Ņ–ĺ–ī –Ĺ–į–≥—Ä—É–∑–ļ–ĺ–Ļ 80% –Ĺ–ĺ–ľ–ł–Ĺ–į–Ľ–į –≤ —ā–Ķ—á–Ķ–Ĺ–ł–Ķ 30 –ľ–ł–Ĺ.
–ß–Ķ–ļ-–Ľ–ł—Ā—ā –ī–Ľ—Ź —Ā–į–ľ–ĺ—Ā—ā–ĺ—Ź—ā–Ķ–Ľ—Ć–Ĺ–ĺ–≥–ĺ –ĺ–Ī—Ā–Ľ—É–∂–ł–≤–į–Ĺ–ł—Ź:
- –ě—á–ł—Č–Ķ–Ĺ—č –Ľ–ł —Ä–į–ī–ł–į—ā–ĺ—Ä—č –ĺ—ā –Ĺ–į–≥–į—Ä–į (–ł—Ā–Ņ–ĺ–Ľ—Ć–∑—É–Ļ—ā–Ķ —Ā–∂–į—ā—č–Ļ –≤–ĺ–∑–ī—É—Ö 4‚Äď6 –Ī–į—Ä)?
- –ü—Ä–ĺ–≤–Ķ—Ä–Ķ–Ĺ—č –Ľ–ł –Ņ—Ä–Ķ–ī–ĺ—Ö—Ä–į–Ĺ–ł—ā–Ķ–Ľ–ł –ł –∑–į–ľ–Ķ–Ĺ–Ķ–Ĺ—č –Ņ—Ä–ł –Ĺ–Ķ–ĺ–Ī—Ö–ĺ–ī–ł–ľ–ĺ—Ā—ā–ł (—ā–ł–Ņ FF 10 –ź)?
- –ě–Ī–Ĺ–ĺ–≤–Ľ–Ķ–Ĺ–į –Ľ–ł —Ā–ľ–į–∑–ļ–į –Ņ–ĺ–ī—ą–ł–Ņ–Ĺ–ł–ļ–ĺ–≤ –≤–Ķ–Ĺ—ā–ł–Ľ—Ź—ā–ĺ—Ä–ĺ–≤ (—Ā–ł–Ľ–ł–ļ–ĺ–Ĺ–ĺ–≤–į—Ź, –ļ–į–∂–ī—č–Ķ 1000 —á)?
- –ü—Ä–ĺ—ā–Ķ—Ā—ā–ł—Ä–ĺ–≤–į–Ĺ–į –Ľ–ł —Ą—É–Ĺ–ļ—Ü–ł—Ź VRD (—Ā–Ĺ–ł–∂–Ķ–Ĺ–ł–Ķ —Ö–ĺ–Ľ–ĺ—Ā—ā–ĺ–≥–ĺ —Ö–ĺ–ī–į –ī–ĺ 12 –í)?
- –ó–į—Ą–ł–ļ—Ā–ł—Ä–ĺ–≤–į–Ĺ—č –Ľ–ł –Ņ–į—Ä–į–ľ–Ķ—ā—Ä—č –≤ —Ā–Ķ—Ä–≤–ł—Ā–Ĺ–ĺ–ľ –∂—É—Ä–Ĺ–į–Ľ–Ķ –ī–Ľ—Ź –≥–į—Ä–į–Ĺ—ā–ł–ł?
–Ę–ł–Ņ–ł—á–Ĺ—č–Ķ –ĺ—ą–ł–Ī–ļ–ł –Ņ—Ä–ł —Ä–Ķ–ľ–ĺ–Ĺ—ā–Ķ: –Ĺ–Ķ–Ņ—Ä–į–≤–ł–Ľ—Ć–Ĺ–į—Ź –Ņ–ĺ–Ľ—Ź—Ä–Ĺ–ĺ—Ā—ā—Ć –Ņ—Ä–ł –∑–į–ľ–Ķ–Ĺ–Ķ –ī–ł–ĺ–ī–ĺ–≤ –Ņ—Ä–ł–≤–ĺ–ī–ł—ā –ļ –ľ–≥–Ĺ–ĺ–≤–Ķ–Ĺ–Ĺ–ĺ–ľ—É –≤—č—Ö–ĺ–ī—É –ł–∑ —Ā—ā—Ä–ĺ—Ź –≤—č–Ņ—Ä—Ź–ľ–ł—ā–Ķ–Ľ—Ź ‚ÄĒ –≤—Ā–Ķ–≥–ī–į —Ā–≤–Ķ—Ä—Ź–Ļ—ā–Ķ—Ā—Ć —Ā–ĺ —Ā—Ö–Ķ–ľ–ĺ–Ļ. –ė–≥–Ĺ–ĺ—Ä–ł—Ä–ĺ–≤–į–Ĺ–ł–Ķ –∑–į–∑–Ķ–ľ–Ľ–Ķ–Ĺ–ł—Ź –≤–ĺ –≤—Ä–Ķ–ľ—Ź —Ä–į–Ī–ĺ—ā –≤—č–∑—č–≤–į–Ķ—ā –Ņ–ĺ—Ä–į–∂–Ķ–Ĺ–ł–Ķ —ā–ĺ–ļ–ĺ–ľ; –ł—Ā–Ņ–ĺ–Ľ—Ć–∑—É–Ļ—ā–Ķ –ł–∑–ĺ–Ľ–ł—Ä—É—é—Č–ł–Ļ –ļ–ĺ–≤—Ä–ł–ļ –Ņ–ĺ –ď–ě–°–Ę 12.2.007.0-75. –í 2026 –≥–ĺ–ī—É —ā–Ķ–Ľ–Ķ–ľ–Ķ—ā—Ä–ł—Ź —á–Ķ—Ä–Ķ–∑ Bluetooth –≤ –Ņ—Ä–Ķ–ľ–ł—É–ľ-–ľ–ĺ–ī–Ķ–Ľ—Ź—Ö –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź–Ķ—ā —É–ī–į–Ľ–Ķ–Ĺ–Ĺ—É—é –ī–ł–į–≥–Ĺ–ĺ—Ā—ā–ł–ļ—É, —Ā–Ĺ–ł–∂–į—Ź –∑–į—ā—Ä–į—ā—č –Ĺ–į –≤—č–Ķ–∑–ī –ľ–į—Ā—ā–Ķ—Ä–į –Ĺ–į 50% –≤ –ļ—Ä—É–Ņ–Ĺ—č—Ö –≥–ĺ—Ä–ĺ–ī–į—Ö –≤—Ä–ĺ–ī–Ķ –°–į–Ĺ–ļ—ā-–ü–Ķ—ā–Ķ—Ä–Ī—É—Ä–≥–į.
–°—Ä–į–≤–Ĺ–Ķ–Ĺ–ł–Ķ –ľ–Ķ—ā–ĺ–ī–ĺ–≤ —Ä–Ķ–ľ–ĺ–Ĺ—ā–į –Ņ–ĺ–Ņ—É–Ľ—Ź—Ä–Ĺ—č—Ö –ľ–ĺ–ī–Ķ–Ľ–Ķ–Ļ
–Ē–Ľ—Ź –≤—č–Ī–ĺ—Ä–į –Ņ–ĺ–ī—Ö–ĺ–ī–į –ļ —Ä–Ķ–ľ–ĺ–Ĺ—ā—É –Ņ–ĺ–Ľ–Ķ–∑–Ĺ–ĺ —Ā—Ä–į–≤–Ĺ–ł—ā—Ć —ā–ł–Ņ–ł—á–Ĺ—č–Ķ –ľ–ĺ–ī–Ķ–Ľ–ł —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł—Ö –ł –ł–ľ–Ņ–ĺ—Ä—ā–Ĺ—č—Ö –Ī—Ä–Ķ–Ĺ–ī–ĺ–≤. –Ě–ł–∂–Ķ —ā–į–Ī–Ľ–ł—Ü–į –Ĺ–į –ĺ—Ā–Ĺ–ĺ–≤–Ķ –ī–į–Ĺ–Ĺ—č—Ö —Ā–Ķ—Ä–≤–ł—Ā–Ĺ—č—Ö —Ü–Ķ–Ĺ—ā—Ä–ĺ–≤ –ł –ĺ—ā–∑—č–≤–ĺ–≤ –Ņ–ĺ–Ľ—Ć–∑–ĺ–≤–į—ā–Ķ–Ľ–Ķ–Ļ 2026 –≥–ĺ–ī–į, —Ā —É—á–Ķ—ā–ĺ–ľ –ī–ĺ—Ā—ā—É–Ņ–Ĺ–ĺ—Ā—ā–ł –∑–į–Ņ—á–į—Ā—ā–Ķ–Ļ –≤ –†–ĺ—Ā—Ā–ł–ł.
| –ú–ĺ–ī–Ķ–Ľ—Ć | –Ď—Ä–Ķ–Ĺ–ī | –ß–į—Ā—ā–į—Ź –Ņ–ĺ–Ľ–ĺ–ľ–ļ–į | –°–Ľ–ĺ–∂–Ĺ–ĺ—Ā—ā—Ć —Ä–Ķ–ľ–ĺ–Ĺ—ā–į (1‚Äď5) | –°—ā–ĺ–ł–ľ–ĺ—Ā—ā—Ć –∑–į–Ņ—á–į—Ā—ā–Ķ–Ļ (—Ä—É–Ī.) | –Ē–ĺ—Ā—ā—É–Ņ–Ĺ–ĺ—Ā—ā—Ć –≤ –†–§ |
|---|---|---|---|---|---|
| –†–Ķ—Ā–į–Ĺ—ā–į SAI-220 | –†–Ķ—Ā–į–Ĺ—ā–į (–†–ĺ—Ā—Ā–ł—Ź) | –ü–Ķ—Ä–Ķ–≥—Ä–Ķ–≤ IGBT | 2 | 2000‚Äď4000 | –í—č—Ā–ĺ–ļ–į—Ź (–Ľ–ĺ–ļ–į–Ľ—Ć–Ĺ—č–Ķ —Ā–ļ–Ľ–į–ī—č) |
| Paton MI 200 | Paton (–£–ļ—Ä–į–ł–Ĺ–į/–†–§) | –ü—Ä–ĺ–Ī–ĺ–Ļ –ī–ł–ĺ–ī–ĺ–≤ | 3 | 1500‚Äď3000 | –°—Ä–Ķ–ī–Ĺ—Ź—Ź (–ł–ľ–Ņ–ĺ—Ä—ā) |
| Lincoln Electric Invertec 170S | Lincoln (–°–®–ź) | –Ě–Ķ–ł—Ā–Ņ—Ä–į–≤–Ĺ–ĺ—Ā—ā—Ć MCU | 4 | 5000‚Äď10000 | –Ě–ł–∑–ļ–į—Ź (–ī–ĺ—Ā—ā–į–≤–ļ–į 2‚Äď4 –Ĺ–Ķ–ī.) |
| –°–≤–į—Ä–ĺ–≥ Real –ī—É–≥–ł 200 | –°–≤–į—Ä–ĺ–≥ (–†–ĺ—Ā—Ā–ł—Ź) | –ė–∑–Ĺ–ĺ—Ā –≤–Ķ–Ĺ—ā–ł–Ľ—Ź—ā–ĺ—Ä–ĺ–≤ | 1 | 500‚Äď1500 | –í—č—Ā–ĺ–ļ–į—Ź (—Ä–Ķ–≥–ł–ĺ–Ĺ–į–Ľ—Ć–Ĺ—č–Ķ —Ü–Ķ–Ĺ—ā—Ä—č) |
–ė–∑ —ā–į–Ī–Ľ–ł—Ü—č —Ā–Ľ–Ķ–ī—É–Ķ—ā, —á—ā–ĺ –ĺ—ā–Ķ—á–Ķ—Ā—ā–≤–Ķ–Ĺ–Ĺ—č–Ķ –ľ–ĺ–ī–Ķ–Ľ–ł –Ņ—Ä–ĺ—Č–Ķ –ł –ī–Ķ—ą–Ķ–≤–Ľ–Ķ –≤ —Ä–Ķ–ľ–ĺ–Ĺ—ā–Ķ, —á—ā–ĺ –ļ—Ä–ł—ā–ł—á–Ĺ–ĺ –ī–Ľ—Ź –ľ–į–Ľ–ĺ–≥–ĺ –Ī–ł–∑–Ĺ–Ķ—Ā–į –≤ —Ä–Ķ–≥–ł–ĺ–Ĺ–į—Ö –≤—Ä–ĺ–ī–Ķ –†–ĺ—Ā—ā–ĺ–≤–į-–Ĺ–į-–Ē–ĺ–Ĺ—É. –ė–ľ–Ņ–ĺ—Ä—ā–Ĺ—č–Ķ –į–Ĺ–į–Ľ–ĺ–≥–ł –Ņ—Ä–Ķ–ī–Ľ–į–≥–į—é—ā –Ņ—Ä–ĺ–ī–≤–ł–Ĺ—É—ā—É—é –ī–ł–į–≥–Ĺ–ĺ—Ā—ā–ł–ļ—É, –Ĺ–ĺ –Ľ–ĺ–≥–ł—Ā—ā–ł–ļ–į –∑–į–Ņ—á–į—Ā—ā–Ķ–Ļ –∑–į–ľ–Ķ–ī–Ľ—Ź–Ķ—ā –Ņ—Ä–ĺ—Ü–Ķ—Ā—Ā.
–ď–ł–Ņ–ĺ—ā–Ķ–∑–į: –≤–Ĺ–Ķ–ī—Ä–Ķ–Ĺ–ł–Ķ –ľ–ĺ–ī—É–Ľ—Ć–Ĺ–ĺ–≥–ĺ –ī–ł–∑–į–Ļ–Ĺ–į –≤ –Ī—É–ī—É—Č–ł—Ö –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į—Ö —É–Ņ—Ä–ĺ—Ā—ā–ł—ā —Ä–Ķ–ľ–ĺ–Ĺ—ā, —Ā–ĺ–ļ—Ä–į—ā–ł–≤ –≤—Ä–Ķ–ľ—Ź –Ĺ–į 30%, –Ĺ–ĺ —ć—ā–ĺ –∑–į–≤–ł—Ā–ł—ā –ĺ—ā —Ā—ā–į–Ĺ–ī–į—Ä—ā–ł–∑–į—Ü–ł–ł –ļ–ĺ–ľ–Ņ–ĺ–Ĺ–Ķ–Ĺ—ā–ĺ–≤ –Ņ–ĺ –ē–ź–°.
–Ē–ĺ–Ņ–ĺ–Ľ–Ĺ–ł—ā–Ķ–Ľ—Ć–Ĺ—č–Ķ –ľ–Ķ—Ä—č: —Ö—Ä–į–Ĺ–Ķ–Ĺ–ł–Ķ –į–Ņ–Ņ–į—Ä–į—ā–į –≤ —Ā—É—Ö–ĺ–ľ –Ņ–ĺ–ľ–Ķ—Č–Ķ–Ĺ–ł–ł –Ņ—Ä–ł +5…+40¬įC –Ņ—Ä–Ķ–ī–ĺ—ā–≤—Ä–į—Č–į–Ķ—ā –ļ–ĺ–Ĺ–ī–Ķ–Ĺ—Ā–į—Ü–ł—é. –Ē–Ľ—Ź –Ņ—Ä–ĺ–ľ—č—ą–Ľ–Ķ–Ĺ–Ĺ–ĺ–≥–ĺ –ł—Ā–Ņ–ĺ–Ľ—Ć–∑–ĺ–≤–į–Ĺ–ł—Ź —Ä–Ķ–ļ–ĺ–ľ–Ķ–Ĺ–ī—É–Ķ—ā—Ā—Ź –Ķ–∂–Ķ–≥–ĺ–ī–Ĺ—č–Ļ –į—É–ī–ł—ā —Ā–Ķ—Ä—ā–ł—Ą–ł—Ü–ł—Ä–ĺ–≤–į–Ĺ–Ĺ—č–ľ–ł —Ā–Ņ–Ķ—Ü–ł–į–Ľ–ł—Ā—ā–į–ľ–ł, —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—Č–ł–Ļ —ā—Ä–Ķ–Ī–ĺ–≤–į–Ĺ–ł—Ź–ľ –†–ĺ—Ā—ā–Ķ—Ö–Ĺ–į–ī–∑–ĺ—Ä–į. –≠—ā–ĺ –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į–Ķ—ā —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤–ł–Ķ —Ā –§–ó-116 –ĺ –Ņ—Ä–ĺ–ľ—č—ą–Ľ–Ķ–Ĺ–Ĺ–ĺ–Ļ –Ī–Ķ–∑–ĺ–Ņ–į—Ā–Ĺ–ĺ—Ā—ā–ł, —Ā–Ĺ–ł–∂–į—Ź —Ä–ł—Ā–ļ–ł –į–≤–į—Ä–ł–Ļ.
–í –∑–į–ļ–Ľ—é—á–Ķ–Ĺ–ł–Ķ —Ä–į–∑–ī–Ķ–Ľ–į, —ć—Ą—Ą–Ķ–ļ—ā–ł–≤–Ĺ–ĺ–Ķ –ĺ–Ī—Ā–Ľ—É–∂–ł–≤–į–Ĺ–ł–Ķ –Ĺ–Ķ —ā–ĺ–Ľ—Ć–ļ–ĺ —ć–ļ–ĺ–Ĺ–ĺ–ľ–ł—ā —Ā—Ä–Ķ–ī—Ā—ā–≤–į, –Ĺ–ĺ –ł –Ņ–ĺ–≤—č—ą–į–Ķ—ā –Ĺ–į–ī–Ķ–∂–Ĺ–ĺ—Ā—ā—Ć, —á—ā–ĺ –Ņ–ĺ–ī—ā–≤–Ķ—Ä–∂–ī–Ķ–Ĺ–ĺ —Ā—ā–į—ā–ł—Ā—ā–ł–ļ–ĺ–Ļ: –į–Ņ–Ņ–į—Ä–į—ā—č —Ā —Ä–Ķ–≥—É–Ľ—Ź—Ä–Ĺ—č–ľ –Ę–ě –ī–Ķ–ľ–ĺ–Ĺ—Ā—ā—Ä–ł—Ä—É—é—ā –Ĺ–į 25% –ľ–Ķ–Ĺ—Ć—ą–Ķ –ĺ—ā–ļ–į–∑–ĺ–≤ –≤ —ć–ļ—Ā–Ņ–Ľ—É–į—ā–į—Ü–ł–ł.
–ü–Ķ—Ä—Ā–Ņ–Ķ–ļ—ā–ł–≤—č —Ä–į–∑–≤–ł—ā–ł—Ź —Ā–≤–į—Ä–ĺ—á–Ĺ—č—Ö –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–ĺ–≤ –≤ –†–ĺ—Ā—Ā–ł–ł
–†–į–∑–≤–ł—ā–ł–Ķ —Ā–≤–į—Ä–ĺ—á–Ĺ—č—Ö –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–ĺ–≤ –≤ –†–ĺ—Ā—Ā–ł–ł –ĺ—Ä–ł–Ķ–Ĺ—ā–ł—Ä–ĺ–≤–į–Ĺ–ĺ –Ĺ–į –ł–ľ–Ņ–ĺ—Ä—ā–ĺ–∑–į–ľ–Ķ—Č–Ķ–Ĺ–ł–Ķ –ł —Ü–ł—Ą—Ä–ĺ–≤–ł–∑–į—Ü–ł—é, —Ā —É—á–Ķ—ā–ĺ–ľ –Ĺ–į—Ü–ł–ĺ–Ĺ–į–Ľ—Ć–Ĺ—č—Ö –Ņ—Ä–ĺ–≥—Ä–į–ľ–ľ –ī–ĺ 2030 –≥–ĺ–ī–į. –ö–Ľ—é—á–Ķ–≤—č–Ķ –ł–Ĺ–Ĺ–ĺ–≤–į—Ü–ł–ł –≤–ļ–Ľ—é—á–į—é—ā –ł–Ĺ—ā–Ķ–≥—Ä–į—Ü–ł—é –ł—Ā–ļ—É—Ā—Ā—ā–≤–Ķ–Ĺ–Ĺ–ĺ–≥–ĺ –ł–Ĺ—ā–Ķ–Ľ–Ľ–Ķ–ļ—ā–į –ī–Ľ—Ź –į–ī–į–Ņ—ā–ł–≤–Ĺ–ĺ–≥–ĺ —É–Ņ—Ä–į–≤–Ľ–Ķ–Ĺ–ł—Ź –ī—É–≥–ĺ–Ļ, —á—ā–ĺ –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź–Ķ—ā –į–≤—ā–ĺ–ľ–į—ā–ł—á–Ķ—Ā–ļ–ł –ļ–ĺ—Ä—Ä–Ķ–ļ—ā–ł—Ä–ĺ–≤–į—ā—Ć –Ņ–į—Ä–į–ľ–Ķ—ā—Ä—č –Ĺ–į –ĺ—Ā–Ĺ–ĺ–≤–Ķ –į–Ĺ–į–Ľ–ł–∑–į —ą–≤–į –≤ —Ä–Ķ–į–Ľ—Ć–Ĺ–ĺ–ľ –≤—Ä–Ķ–ľ–Ķ–Ĺ–ł. –ü–ĺ –Ņ—Ä–ĺ–≥–Ĺ–ĺ–∑–į–ľ –†–ĺ—Ā–Ĺ–į–Ĺ–ĺ, –ļ 2028 –≥–ĺ–ī—É —ā–į–ļ–ł–Ķ —Ā–ł—Ā—ā–Ķ–ľ—č —Ā–Ĺ–ł–∑—Ź—ā –Ī—Ä–į–ļ –≤ —Ā–≤–į—Ä–ļ–Ķ –Ĺ–į 35% –≤ –ľ–į—ą–ł–Ĺ–ĺ—Ā—ā—Ä–ĺ–Ķ–Ĺ–ł–ł, –ĺ—Ā–ĺ–Ī–Ķ–Ĺ–Ĺ–ĺ –Ĺ–į –∑–į–≤–ĺ–ī–į—Ö –£–ď–ú–ö –≤ –í–Ķ—Ä—Ö–Ĺ–Ķ–Ļ –ü—č—ą–ľ–Ķ.
–≠–ļ–ĺ–Ľ–ĺ–≥–ł—á–Ķ—Ā–ļ–ł–Ķ –į—Ā–Ņ–Ķ–ļ—ā—č –Ņ–ĺ–ī—Ä–į–∑—É–ľ–Ķ–≤–į—é—ā –Ņ–Ķ—Ä–Ķ—Ö–ĺ–ī –ļ —ć–Ĺ–Ķ—Ä–≥–ĺ—ć—Ą—Ą–Ķ–ļ—ā–ł–≤–Ĺ—č–ľ –ľ–ĺ–ī–Ķ–Ľ—Ź–ľ —Ā –ö–ü–Ē –≤—č—ą–Ķ 95%, —Ā–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É—é—Č–ł–ľ –Ĺ–ĺ—Ä–ľ–į–ľ –ē–≤—Ä–į–∑–ł–Ļ—Ā–ļ–ĺ–≥–ĺ —ć–ļ–ĺ–Ĺ–ĺ–ľ–ł—á–Ķ—Ā–ļ–ĺ–≥–ĺ —Ā–ĺ—é–∑–į. –†–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł–Ķ —Ä–į–∑—Ä–į–Ī–ĺ—ā—á–ł–ļ–ł, —ā–į–ļ–ł–Ķ –ļ–į–ļ –Ě–ü–ě–°–≤–į—Ä–ľ–į—ą, –≤–Ĺ–Ķ–ī—Ä—Ź—é—ā –Ī–ł–Ņ–ĺ–Ľ—Ź—Ä–Ĺ—č–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č –Ĺ–į –ĺ—Ā–Ĺ–ĺ–≤–Ķ –ļ–į—Ä–Ī–ł–ī–į –ļ—Ä–Ķ–ľ–Ĺ–ł—Ź, –ļ–ĺ—ā–ĺ—Ä—č–Ķ —É–ľ–Ķ–Ĺ—Ć—ą–į—é—ā —ć–Ĺ–Ķ—Ä–≥–ĺ–Ņ–ĺ—ā—Ä–Ķ–Ī–Ľ–Ķ–Ĺ–ł–Ķ –Ĺ–į 20% –Ņ–ĺ —Ā—Ä–į–≤–Ĺ–Ķ–Ĺ–ł—é —Ā –ļ—Ä–Ķ–ľ–Ĺ–ł–Ķ–≤—č–ľ–ł –į–Ĺ–į–Ľ–ĺ–≥–į–ľ–ł. –≠—ā–ĺ –į–ļ—ā—É–į–Ľ—Ć–Ĺ–ĺ –ī–Ľ—Ź —É–ī–į–Ľ–Ķ–Ĺ–Ĺ—č—Ö —Ä–į–Ļ–ĺ–Ĺ–ĺ–≤, –≥–ī–Ķ —ć–Ľ–Ķ–ļ—ā—Ä–ĺ—Ā–Ĺ–į–Ī–∂–Ķ–Ĺ–ł–Ķ –Ĺ–Ķ—Ā—ā–į–Ī–ł–Ľ—Ć–Ĺ–ĺ, –ļ–į–ļ –≤ –Į–ļ—É—ā–ł–ł.
–ď–ł–Ī—Ä–ł–ī–Ĺ—č–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä—č —Ā –≤–ĺ–∑–ľ–ĺ–∂–Ĺ–ĺ—Ā—ā—Ć—é –Ņ–ĺ–ī–ļ–Ľ—é—á–Ķ–Ĺ–ł—Ź –ļ –≤–ĺ–∑–ĺ–Ī–Ĺ–ĺ–≤–Ľ—Ź–Ķ–ľ—č–ľ –ł—Ā—ā–ĺ—á–Ĺ–ł–ļ–į–ľ —ć–Ĺ–Ķ—Ä–≥–ł–ł —Ā—ā–į–Ĺ—É—ā —Ā—ā–į–Ĺ–ī–į—Ä—ā–ĺ–ľ –ī–Ľ—Ź –į—Ä–ļ—ā–ł—á–Ķ—Ā–ļ–ł—Ö –Ņ—Ä–ĺ–Ķ–ļ—ā–ĺ–≤, –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į—Ź –į–≤—ā–ĺ–Ĺ–ĺ–ľ–Ĺ–ĺ—Ā—ā—Ć –ī–ĺ 8 —á–į—Ā–ĺ–≤.
–Ď–Ķ–∑–ĺ–Ņ–į—Ā–Ĺ–ĺ—Ā—ā—Ć —É—Ā–ł–Ľ–ł–≤–į–Ķ—ā—Ā—Ź –∑–į —Ā—á–Ķ—ā –≤—Ā—ā—Ä–ĺ–Ķ–Ĺ–Ĺ—č—Ö —Ā–ł—Ā—ā–Ķ–ľ –ľ–ĺ–Ĺ–ł—ā–ĺ—Ä–ł–Ĺ–≥–į –∑–ī–ĺ—Ä–ĺ–≤—Ć—Ź –ĺ–Ņ–Ķ—Ä–į—ā–ĺ—Ä–į: –ī–į—ā—á–ł–ļ–ł –≤–ł–Ī—Ä–į—Ü–ł–ł –ł —É–Ľ—Ć—ā—Ä–į—Ą–ł–ĺ–Ľ–Ķ—ā–į –ł–Ĺ—ā–Ķ–≥—Ä–ł—Ä—É—é—ā—Ā—Ź —Ā –ľ–ĺ–Ī–ł–Ľ—Ć–Ĺ—č–ľ–ł –Ņ—Ä–ł–Ľ–ĺ–∂–Ķ–Ĺ–ł—Ź–ľ–ł –ī–Ľ—Ź –Ņ—Ä–Ķ–ī—É–Ņ—Ä–Ķ–∂–ī–Ķ–Ĺ–ł—Ź –ĺ —Ä–ł—Ā–ļ–į—Ö. –ě–≥—Ä–į–Ĺ–ł—á–Ķ–Ĺ–ł–Ķ: –≤—č—Ā–ĺ–ļ–į—Ź —Ā—ā–ĺ–ł–ľ–ĺ—Ā—ā—Ć —ā–į–ļ–ł—Ö —É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤ (–ĺ—ā 150000 —Ä—É–Ī.) –∑–į–ľ–Ķ–ī–Ľ—Ź–Ķ—ā –≤–Ĺ–Ķ–ī—Ä–Ķ–Ĺ–ł–Ķ –≤ –ľ–į–Ľ–ĺ–ľ –Ī–ł–∑–Ĺ–Ķ—Ā–Ķ, –Ĺ–ĺ —Ā—É–Ī—Ā–ł–ī–ł–ł –Ņ–ĺ –§–ó-488 –ĺ –Ņ—Ä–ĺ–ľ—č—ą–Ľ–Ķ–Ĺ–Ĺ–ĺ–Ļ –Ņ–ĺ–Ľ–ł—ā–ł–ļ–Ķ —Ā—ā–ł–ľ—É–Ľ–ł—Ä—É—é—ā –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ. –í 2026 –≥–ĺ–ī—É –ĺ–∂–ł–ī–į–Ķ—ā—Ā—Ź —Ä–ĺ—Ā—ā —Ä—č–Ĺ–ļ–į –Ĺ–į 12%, —Ā —Ą–ĺ–ļ—É—Ā–ĺ–ľ –Ĺ–į —ć–ļ—Ā–Ņ–ĺ—Ä—ā –≤ —Ā—ā—Ä–į–Ĺ—č –ē–ź–≠–°.
–Ē–Ľ—Ź –ĺ—Ā–≤–ĺ–Ķ–Ĺ–ł—Ź –ł–Ĺ–Ĺ–ĺ–≤–į—Ü–ł–Ļ —Ä–Ķ–ļ–ĺ–ľ–Ķ–Ĺ–ī—É–Ķ—ā—Ā—Ź:
- –ė–∑—É—á–ł—ā—Ć –≥—Ä–į–Ĺ—ā—č –ĺ—ā –§–ĺ–Ĺ–ī–į —Ā–ĺ–ī–Ķ–Ļ—Ā—ā–≤–ł—Ź –ł–Ĺ–Ĺ–ĺ–≤–į—Ü–ł—Ź–ľ –ī–Ľ—Ź –Ě–ė–ě–ö–†.
- –ü—Ä–ĺ—ā–Ķ—Ā—ā–ł—Ä–ĺ–≤–į—ā—Ć –Ņ—Ä–ĺ—ā–ĺ—ā–ł–Ņ—č –≤ –į–ļ–ļ—Ä–Ķ–ī–ł—ā–ĺ–≤–į–Ĺ–Ĺ—č—Ö –Ľ–į–Ī–ĺ—Ä–į—ā–ĺ—Ä–ł—Ź—Ö, —ā–į–ļ–ł—Ö –ļ–į–ļ –í–Ě–ė–ė–ü–ě.
- –ě–Ī—É—á–ł—ā—Ć –Ņ–Ķ—Ä—Ā–ĺ–Ĺ–į–Ľ –Ņ–ĺ –Ņ—Ä–ĺ–≥—Ä–į–ľ–ľ–į–ľ –Ņ—Ä–ĺ—Ą—Ā—ā–į–Ĺ–ī–į—Ä—ā–į –°–≤–į—Ä—Č–ł–ļ —Ā –ľ–ĺ–ī—É–Ľ–Ķ–ľ —Ü–ł—Ą—Ä–ĺ–≤–ł–∑–į—Ü–ł–ł.
- –ė–Ĺ—ā–Ķ–≥—Ä–ł—Ä–ĺ–≤–į—ā—Ć –ī–į–Ĺ–Ĺ—č–Ķ —Ā–≤–į—Ä–ļ–ł –≤ ERP-—Ā–ł—Ā—ā–Ķ–ľ—č –ī–Ľ—Ź –Ņ—Ä–ĺ—Ā–Ľ–Ķ–∂–ł–≤–į–Ķ–ľ–ĺ—Ā—ā–ł –Ņ–ĺ –ď–ě–°–Ę –† –ė–°–ě 3834-4.
- –ú–ĺ–Ĺ–ł—ā–ĺ—Ä–ł—ā—Ć –Ņ–į—ā–Ķ–Ĺ—ā—č –Ĺ–į –Ņ–Ľ–į—ā—Ą–ĺ—Ä–ľ–Ķ –†–ĺ—Ā–Ņ–į—ā–Ķ–Ĺ—ā–į –ī–Ľ—Ź –ł–∑–Ī–Ķ–∂–į–Ĺ–ł—Ź –Ĺ–į—Ä—É—ą–Ķ–Ĺ–ł–Ļ.
–ß–Ķ–ļ-–Ľ–ł—Ā—ā –ī–Ľ—Ź –ĺ—Ü–Ķ–Ĺ–ļ–ł –Ņ–Ķ—Ä—Ā–Ņ–Ķ–ļ—ā–ł–≤–Ĺ—č—Ö –ľ–ĺ–ī–Ķ–Ľ–Ķ–Ļ:
- –ü–ĺ–ī–ī–Ķ—Ä–∂–ł–≤–į–Ķ—ā –Ľ–ł –ė–ė-–į–Ĺ–į–Ľ–ł–∑ —ą–≤–į –≤ —Ä–Ķ–į–Ľ—Ć–Ĺ–ĺ–ľ –≤—Ä–Ķ–ľ–Ķ–Ĺ–ł?
- –°–ĺ–ĺ—ā–≤–Ķ—ā—Ā—ā–≤—É–Ķ—ā –Ľ–ł –ļ–Ľ–į—Ā—Ā—É —ć–Ĺ–Ķ—Ä–≥–ĺ—ć—Ą—Ą–Ķ–ļ—ā–ł–≤–Ĺ–ĺ—Ā—ā–ł –ź+++ –Ņ–ĺ –Ę–£?
- –ē—Ā—ā—Ć –Ľ–ł –ł–Ĺ—ā–Ķ—Ä—Ą–Ķ–Ļ—Ā –ī–Ľ—Ź –ł–Ĺ—ā–Ķ–≥—Ä–į—Ü–ł–ł —Ā IoT-—Ā–ł—Ā—ā–Ķ–ľ–į–ľ–ł –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–į?
- –ü—Ä–ĺ–≤–Ķ—Ä–Ķ–Ĺ–į –Ľ–ł —Ā–ĺ–≤–ľ–Ķ—Ā—ā–ł–ľ–ĺ—Ā—ā—Ć —Ā —Ä–ĺ—Ā—Ā–ł–Ļ—Ā–ļ–ł–ľ –ü–ě –ī–Ľ—Ź –ľ–ĺ–ī–Ķ–Ľ–ł—Ä–ĺ–≤–į–Ĺ–ł—Ź?
- –£—á—ā–Ķ–Ĺ—č –Ľ–ł –ľ–Ķ—Ä—č –Ņ–ĺ –∑–į—Č–ł—ā–Ķ –ĺ—ā –ļ–ł–Ī–Ķ—Ä—É–≥—Ä–ĺ–∑ –≤ —Ā–Ķ—ā–Ķ–≤—č—Ö —Ą—É–Ĺ–ļ—Ü–ł—Ź—Ö?
–Ę–ł–Ņ–ł—á–Ĺ—č–Ķ –≤—č–∑–ĺ–≤—č: –∑–į–≤–ł—Ā–ł–ľ–ĺ—Ā—ā—Ć –ĺ—ā –ł–ľ–Ņ–ĺ—Ä—ā–Ĺ—č—Ö —á–ł–Ņ–ĺ–≤ —ā—Ä–Ķ–Ī—É–Ķ—ā –Ľ–ĺ–ļ–į–Ľ–ł–∑–į—Ü–ł–ł, –ļ–į–ļ –≤ –Ņ—Ä–ĺ–Ķ–ļ—ā–Ķ –ú–ł–ļ—Ä–ĺ–Ĺ –Ņ–ĺ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤—É MCU. –ď–ł–Ņ–ĺ—ā–Ķ–∑–į: –ļ 2030 –≥–ĺ–ī—É 70% –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–ĺ–≤ –Ī—É–ī—É—ā –ĺ—ā–Ķ—á–Ķ—Ā—ā–≤–Ķ–Ĺ–Ĺ—č–ľ–ł, —á—ā–ĺ —É–ļ—Ä–Ķ–Ņ–ł—ā –Ņ–ĺ–∑–ł—Ü–ł–ł –†–ĺ—Ā—Ā–ł–ł –Ĺ–į –≥–Ľ–ĺ–Ī–į–Ľ—Ć–Ĺ–ĺ–ľ —Ä—č–Ĺ–ļ–Ķ —Ā–≤–į—Ä–ĺ—á–Ĺ–ĺ–≥–ĺ –ĺ–Ī–ĺ—Ä—É–ī–ĺ–≤–į–Ĺ–ł—Ź.
–ß–į—Ā—ā–ĺ –∑–į–ī–į–≤–į–Ķ–ľ—č–Ķ –≤–ĺ–Ņ—Ä–ĺ—Ā—č
–Ē–Ľ—Ź –ī–ĺ–ľ–į—ą–Ĺ–Ķ–≥–ĺ –ł—Ā–Ņ–ĺ–Ľ—Ć–∑–ĺ–≤–į–Ĺ–ł—Ź –Ņ–ĺ–ī–ĺ–Ļ–ī—É—ā –ļ–ĺ–ľ–Ņ–į–ļ—ā–Ĺ—č–Ķ –ľ–ĺ–ī–Ķ–Ľ–ł –ľ–ĺ—Č–Ĺ–ĺ—Ā—ā—Ć—é 150‚Äď250 –ź —Ā —Ä—É—á–Ĺ–ĺ–Ļ –ī—É–≥–ĺ–≤–ĺ–Ļ —Ā–≤–į—Ä–ļ–ĺ–Ļ, —Ā–ĺ–≤–ľ–Ķ—Ā—ā–ł–ľ—č–Ķ —Ā —ć–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–į–ľ–ł –ī–ł–į–ľ–Ķ—ā—Ä–ĺ–ľ 2‚Äď4 –ľ–ľ. –£—á–ł—ā—č–≤–į–Ļ—ā–Ķ –ī–Ľ–ł–Ĺ—É –ļ–į–Ī–Ķ–Ľ–Ķ–Ļ (–Ĺ–Ķ –ľ–Ķ–Ĺ–Ķ–Ķ 2 –ľ) –ł –≤–Ķ—Ā –ī–ĺ 5 –ļ–≥ –ī–Ľ—Ź —É–ī–ĺ–Ī—Ā—ā–≤–į. –ü—Ä–ĺ–≤–Ķ—Ä—Ć—ā–Ķ —Ü–ł–ļ–Ľ —Ä–į–Ī–ĺ—ā—č –Ĺ–Ķ –ľ–Ķ–Ĺ–Ķ–Ķ 40% –Ņ—Ä–ł –Ĺ–ĺ–ľ–ł–Ĺ–į–Ľ—Ć–Ĺ–ĺ–ľ —ā–ĺ–ļ–Ķ, —á—ā–ĺ–Ī—č –ł–∑–Ī–Ķ–∂–į—ā—Ć –Ņ–Ķ—Ä–Ķ–≥—Ä–Ķ–≤–į –Ņ—Ä–ł —Ä–Ķ–ī–ļ–ł—Ö —Ä–į–Ī–ĺ—ā–į—Ö. –†–Ķ–ļ–ĺ–ľ–Ķ–Ĺ–ī—É–Ķ–ľ—č–Ķ –Ī—Ä–Ķ–Ĺ–ī—č ‚ÄĒ –†–Ķ—Ā–į–Ĺ—ā–į –ł–Ľ–ł –°–≤–į—Ä–ĺ–≥ —Ā –≥–į—Ä–į–Ĺ—ā–ł–Ķ–Ļ 2 –≥–ĺ–ī–į. –ü–Ķ—Ä–Ķ–ī –Ņ–ĺ–ļ—É–Ņ–ļ–ĺ–Ļ –Ņ—Ä–ĺ—ā–Ķ—Ā—ā–ł—Ä—É–Ļ—ā–Ķ –≤ –ľ–į–≥–į–∑–ł–Ĺ–Ķ –Ĺ–į —Ā—ā–į–Ī–ł–Ľ—Ć–Ĺ–ĺ—Ā—ā—Ć –ī—É–≥–ł –Ņ—Ä–ł –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł–ł 200 –í.
–ü–Ķ—Ä–Ķ–≥—Ä–Ķ–≤ —Ā–ł–≥–Ĺ–į–Ľ–ł–∑–ł—Ä—É–Ķ—ā –ĺ –Ņ—Ä–Ķ–≤—č—ą–Ķ–Ĺ–ł–ł —Ü–ł–ļ–Ľ–į —Ä–į–Ī–ĺ—ā—č –ł–Ľ–ł –∑–į–≥—Ä—Ź–∑–Ĺ–Ķ–Ĺ–ł–ł —Ä–į–ī–ł–į—ā–ĺ—Ä–ĺ–≤. –Ě–Ķ–ľ–Ķ–ī–Ľ–Ķ–Ĺ–Ĺ–ĺ –ĺ—ā–ļ–Ľ—é—á–ł—ā–Ķ –į–Ņ–Ņ–į—Ä–į—ā –ł –ī–į–Ļ—ā–Ķ –ĺ—Ā—ā—č—ā—Ć 15‚Äď20 –ľ–ł–Ĺ—É—ā. –ě—á–ł—Ā—ā–ł—ā–Ķ –≤–Ķ–Ĺ—ā–ł–Ľ—Ź—Ü–ł–ĺ–Ĺ–Ĺ—č–Ķ –ĺ—ā–≤–Ķ—Ä—Ā—ā–ł—Ź –ĺ—ā –Ņ—č–Ľ–ł —Ā–∂–į—ā—č–ľ –≤–ĺ–∑–ī—É—Ö–ĺ–ľ. –ē—Ā–Ľ–ł –Ņ—Ä–ĺ–Ī–Ľ–Ķ–ľ–į –Ņ–ĺ–≤—ā–ĺ—Ä—Ź–Ķ—ā—Ā—Ź, –Ņ—Ä–ĺ–≤–Ķ—Ä—Ć—ā–Ķ –≤–Ķ–Ĺ—ā–ł–Ľ—Ź—ā–ĺ—Ä—č –Ĺ–į —Ä–į–Ī–ĺ—ā–ĺ—Ā–Ņ–ĺ—Ā–ĺ–Ī–Ĺ–ĺ—Ā—ā—Ć –ł –∑–į–ľ–Ķ–Ĺ–ł—ā–Ķ –ł—Ö, –Ķ—Ā–Ľ–ł –ĺ–Ī–ĺ—Ä–ĺ—ā—č –Ĺ–ł–∂–Ķ 2000 –ĺ–Ī/–ľ–ł–Ĺ. –Ē–Ľ—Ź –Ņ—Ä–ĺ—Ą–ł–Ľ–į–ļ—ā–ł–ļ–ł —Ä–į–Ī–ĺ—ā–į–Ļ—ā–Ķ –≤ —Ü–ł–ļ–Ľ–Ķ: 5 –ľ–ł–Ĺ—É—ā —Ā–≤–į—Ä–ļ–ł –Ĺ–į 2 –ľ–ł–Ĺ—É—ā—č –Ņ–į—É–∑—č –Ņ—Ä–ł –Ĺ–į–≥—Ä—É–∑–ļ–Ķ 80%. –í —Ā–Ķ—Ä–≤–ł—Ā–Ĺ–ĺ–ľ —Ü–Ķ–Ĺ—ā—Ä–Ķ –ł–∑–ľ–Ķ—Ä—Ć—ā–Ķ —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä—É IGBT ‚ÄĒ –Ĺ–ĺ—Ä–ľ–į –Ĺ–Ķ –≤—č—ą–Ķ 100¬įC.
- –ü—Ä–ĺ–≤–Ķ—Ä—Ć—ā–Ķ —É—Ä–ĺ–≤–Ķ–Ĺ—Ć –Ĺ–į–≥—Ä—É–∑–ļ–ł –Ņ–ĺ –į–ľ–Ņ–Ķ—Ä–ľ–Ķ—ā—Ä—É.
- –ě–Ī–Ķ—Ā–Ņ–Ķ—á—Ć—ā–Ķ –≤–Ķ–Ĺ—ā–ł–Ľ—Ź—Ü–ł—é –≤ –Ņ–ĺ–ľ–Ķ—Č–Ķ–Ĺ–ł–ł (–Ĺ–Ķ –ľ–Ķ–Ĺ–Ķ–Ķ 1 –ľ¬≥/–ľ–ł–Ĺ).
- –ė—Ā–Ņ–ĺ–Ľ—Ć–∑—É–Ļ—ā–Ķ –ĺ—Ä–ł–≥–ł–Ĺ–į–Ľ—Ć–Ĺ—č–Ķ –ļ–į–Ī–Ķ–Ľ–ł —Ā–Ķ—á–Ķ–Ĺ–ł–Ķ–ľ 16 –ľ–ľ¬≤.
–Ē–į, –Ĺ–ĺ –≥–Ķ–Ĺ–Ķ—Ä–į—ā–ĺ—Ä –ī–ĺ–Ľ–∂–Ķ–Ĺ –ĺ–Ī–Ķ—Ā–Ņ–Ķ—á–ł–≤–į—ā—Ć —Ā—ā–į–Ī–ł–Ľ—Ć–Ĺ–ĺ–Ķ –Ĺ–į–Ņ—Ä—Ź–∂–Ķ–Ĺ–ł–Ķ 220 –í ¬Ī10% —Ā —Ā–ł–Ĺ—É—Ā–ĺ–ł–ī–į–Ľ—Ć–Ĺ–ĺ–Ļ —Ą–ĺ—Ä–ľ–ĺ–Ļ –≤–ĺ–Ľ–Ĺ—č, –ľ–ĺ—Č–Ĺ–ĺ—Ā—ā—Ć—é –Ĺ–į 30% –≤—č—ą–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–į. –ė–∑–Ī–Ķ–≥–į–Ļ—ā–Ķ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–Ĺ—č—Ö –≥–Ķ–Ĺ–Ķ—Ä–į—ā–ĺ—Ä–ĺ–≤ —Ā —á–ł—Ā—ā—č–ľ —Ā–ł–Ĺ—É—Ā–ĺ–ľ ‚ÄĒ –ĺ–Ĺ–ł –≤—č–∑—č–≤–į—é—ā –Ņ–ĺ–ľ–Ķ—Ö–ł –≤ –®–ė–ú. –ü–ĺ–ī–ļ–Ľ—é—á–ł—ā–Ķ —á–Ķ—Ä–Ķ–∑ —Ā—ā–į–Ī–ł–Ľ–ł–∑–į—ā–ĺ—Ä –ł–Ľ–ł –ź–í–† –ī–Ľ—Ź –∑–į—Č–ł—ā—č –ĺ—ā —Ā–ļ–į—á–ļ–ĺ–≤. –í –Ņ–ĺ–Ľ–Ķ–≤—č—Ö —É—Ā–Ľ–ĺ–≤–ł—Ź—Ö, –ļ–į–ļ –Ĺ–į —Ā—ā—Ä–ĺ–Ļ–ļ–į—Ö –≤ –°–ł–Ī–ł—Ä–ł, —ā–Ķ—Ā—ā–ł—Ä—É–Ļ—ā–Ķ –ī—É–≥—É –Ĺ–į —Ö–ĺ–Ľ–ĺ—Ā—ā–ĺ–ľ —Ö–ĺ–ī—É 5 –ľ–ł–Ĺ—É—ā. –ě–≥—Ä–į–Ĺ–ł—á–Ķ–Ĺ–ł–Ķ: —á–į—Ā—ā–ĺ—ā–į –≥–Ķ–Ĺ–Ķ—Ä–į—ā–ĺ—Ä–į 50 –ď—Ü —Ā—ā—Ä–ĺ–≥–ĺ, –ł–Ĺ–į—á–Ķ –≤–ĺ–∑–ľ–ĺ–∂–Ĺ—č —Ā–Ī–ĺ–ł –≤ MCU.
–ė—Ā–Ņ–ĺ–Ľ—Ć–∑—É–Ļ—ā–Ķ —Ā–≤–į—Ä–ĺ—á–Ĺ—É—é –ľ–į—Ā–ļ—É —Ā –į–≤—ā–ĺ–ľ–į—ā–ł—á–Ķ—Ā–ļ–ł–ľ –∑–į—ā–Ķ–ľ–Ĺ–Ķ–Ĺ–ł–Ķ–ľ (–ī–ł–Ĺ—č 9‚Äď13) –ī–Ľ—Ź –∑–į—Č–ł—ā—č –ĺ—ā —É–Ľ—Ć—ā—Ä–į—Ą–ł–ĺ–Ľ–Ķ—ā–į –ł –ł–Ĺ—Ą—Ä–į–ļ—Ä–į—Ā–Ĺ–ĺ–≥–ĺ –ł–∑–Ľ—É—á–Ķ–Ĺ–ł—Ź. –Ē–Ľ—Ź –ļ–ĺ–∂–ł –Ĺ–į–ī–Ķ–≤–į–Ļ—ā–Ķ –ĺ–≥–Ĺ–Ķ—Ā—ā–ĺ–Ļ–ļ—É—é –ļ—É—Ä—ā–ļ—É, –Ņ–Ķ—Ä—á–į—ā–ļ–ł –ł —Ą–į—Ä—ā—É–ļ –Ņ–ĺ –ď–ě–°–Ę 12.4.103-83. –†–į–Ī–ĺ—ā–į–Ļ—ā–Ķ –≤ –ĺ—á–ļ–į—Ö –Ņ–ĺ–ī –ľ–į—Ā–ļ–ĺ–Ļ –ī–Ľ—Ź –Ī–ĺ–ļ–ĺ–≤–ĺ–Ļ –∑–į—Č–ł—ā—č. –í–Ķ–Ĺ—ā–ł–Ľ–ł—Ä—É–Ļ—ā–Ķ –Ņ–ĺ–ľ–Ķ—Č–Ķ–Ĺ–ł–Ķ –ĺ—ā –ī—č–ľ–į, –ł—Ā–Ņ–ĺ–Ľ—Ć–∑—É—Ź –≤—č—ā—Ź–∂–ļ—É —Ā —Ą–ł–Ľ—Ć—ā—Ä–į–ľ–ł HEPA. –†–Ķ–≥—É–Ľ—Ź—Ä–Ĺ–ĺ –Ņ—Ä–ĺ–≤–Ķ—Ä—Ź–Ļ—ā–Ķ –ľ–į—Ā–ļ—É –Ĺ–į —Ü–į—Ä–į–Ņ–ł–Ĺ—č ‚ÄĒ –ī–Ķ—Ą–Ķ–ļ—ā —Ā–Ĺ–ł–∂–į–Ķ—ā –∑–į—Č–ł—ā—É –Ĺ–į 50%. –Ē–Ľ—Ź –ī–Ľ–ł—ā–Ķ–Ľ—Ć–Ĺ—č—Ö —Ä–į–Ī–ĺ—ā —á–Ķ—Ä–Ķ–ī—É–Ļ—ā–Ķ —Ā–ľ–Ķ–Ĺ—č —Ā –Ņ–Ķ—Ä–Ķ—Ä—č–≤–į–ľ–ł 10 –ľ–ł–Ĺ—É—ā.
- –í—č–Ī–Ķ—Ä–ł—ā–Ķ –ľ–į—Ā–ļ—É —Ā –Ī–ĺ–ļ–ĺ–≤–ĺ–Ļ –∑–į—Č–ł—ā–ĺ–Ļ (—É–≥–ĺ–Ľ –ĺ–Ī–∑–ĺ—Ä–į 100¬į).
- –ü—Ä–ĺ–≤–Ķ—Ä—Ź–Ļ—ā–Ķ —Ā—Ä–ĺ–ļ —Ā–Ľ—É–∂–Ī—č —Ą–ł–Ľ—Ć—ā—Ä–ĺ–≤ (–∑–į–ľ–Ķ–Ĺ–į –ļ–į–∂–ī—č–Ķ 200 —á–į—Ā–ĺ–≤).
- –ě–Ī—É—á–į–Ļ—ā–Ķ –Ņ–ĺ —ā–Ķ—Ö–Ĺ–ł–ļ–Ķ –Ī–Ķ–∑–ĺ–Ņ–į—Ā–Ĺ–ĺ—Ā—ā–ł –Ņ–Ķ—Ä–Ķ–ī –Ĺ–į—á–į–Ľ–ĺ–ľ.
–¶–Ķ–Ĺ—č –Ĺ–į –Ņ—Ä–ĺ—Ą–Ķ—Ā—Ā–ł–ĺ–Ĺ–į–Ľ—Ć–Ĺ—č–Ķ –ľ–ĺ–ī–Ķ–Ľ–ł –≤–į—Ä—Ć–ł—Ä—É—é—ā—Ā—Ź –ĺ—ā 30000 –ī–ĺ 150000 —Ä—É–Ī., –≤ –∑–į–≤–ł—Ā–ł–ľ–ĺ—Ā—ā–ł –ĺ—ā —Ą—É–Ĺ–ļ—Ü–ł–Ļ –ł –Ī—Ä–Ķ–Ĺ–ī–į. –Ď–į–∑–ĺ–≤—č–Ķ —Ā MMA ‚ÄĒ 30000‚Äď50000 —Ä—É–Ī. (–Ĺ–į–Ņ—Ä–ł–ľ–Ķ—Ä, –ú–į–≥–Ĺ—É–ľ 315), –ľ–Ĺ–ĺ–≥–ĺ—Ą—É–Ĺ–ļ—Ü–ł–ĺ–Ĺ–į–Ľ—Ć–Ĺ—č–Ķ —Ā TIG/MIG ‚ÄĒ 60000‚Äď100000 —Ä—É–Ī. –ė–ľ–Ņ–ĺ—Ä—ā–Ĺ—č–Ķ –į–Ĺ–į–Ľ–ĺ–≥–ł –ī–ĺ—Ä–ĺ–∂–Ķ –Ĺ–į 20‚Äď30%, –Ĺ–ĺ –ĺ—ā–Ķ—á–Ķ—Ā—ā–≤–Ķ–Ĺ–Ĺ—č–Ķ, –ļ–į–ļ –ĺ—ā –ė–Ĺ—ā–Ķ—Ä—Ā–≤–į—Ä–ļ–į, –Ņ—Ä–Ķ–ī–Ľ–į–≥–į—é—ā —Ā–ĺ–ĺ—ā–Ĺ–ĺ—ą–Ķ–Ĺ–ł–Ķ —Ü–Ķ–Ĺ–į/–ļ–į—á–Ķ—Ā—ā–≤–ĺ –Ľ—É—á—ą–Ķ. –£—á–ł—ā—č–≤–į–Ļ—ā–Ķ –ī–ĺ—Ā—ā–į–≤–ļ—É –ł –≥–į—Ä–į–Ĺ—ā–ł—é: –≤ –ú–ĺ—Ā–ļ–≤–Ķ —Ā–ļ–ł–ī–ļ–ł –ī–ĺ 10% –≤ —Ā–Ķ—ā—Ź—Ö –õ–Ķ—Ä—É–į –ú–Ķ—Ä–Ľ–Ķ–Ĺ. –Ē–Ľ—Ź –Ī–ł–∑–Ĺ–Ķ—Ā–į –≤—č–≥–ĺ–ī–Ĺ—č –Ľ–ł–∑–ł–Ĺ–≥–ĺ–≤—č–Ķ —Ā—Ö–Ķ–ľ—č –Ņ–ĺ —Ā—ā–į–≤–ļ–Ķ 5‚Äď7% –≥–ĺ–ī–ĺ–≤—č—Ö.
–ě–Ī–Ĺ–ĺ–≤–Ľ–Ķ–Ĺ–ł–Ķ –≤–ĺ–∑–ľ–ĺ–∂–Ĺ–ĺ –≤ –ľ–ĺ–ī–Ķ–Ľ—Ź—Ö —Ā USB-–Ņ–ĺ—Ä—ā–ĺ–ľ –ł–Ľ–ł Bluetooth. –°–ļ–į—á–į–Ļ—ā–Ķ –Ņ–ĺ—Ā–Ľ–Ķ–ī–Ĺ—é—é –≤–Ķ—Ä—Ā–ł—é —Ā —Ā–į–Ļ—ā–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī–ł—ā–Ķ–Ľ—Ź, –Ņ–ĺ–ī–ļ–Ľ—é—á–ł—ā–Ķ —É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–ĺ –ł —Ā–Ľ–Ķ–ī—É–Ļ—ā–Ķ –ł–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł–ł: –ĺ–Ī—č—á–Ĺ–ĺ —É–ī–Ķ—Ä–∂–ł–≤–į–Ļ—ā–Ķ –ļ–Ĺ–ĺ–Ņ–ļ—É –ú–Ķ–Ĺ—é 10 —Ā–Ķ–ļ—É–Ĺ–ī –ī–Ľ—Ź –≤—Ö–ĺ–ī–į –≤ —Ä–Ķ–∂–ł–ľ. –ü—Ä–ĺ—Ü–Ķ—Ā—Ā –∑–į–Ĺ–ł–ľ–į–Ķ—ā 5‚Äď10 –ľ–ł–Ĺ—É—ā, –Ņ–ĺ—Ā–Ľ–Ķ —á–Ķ–≥–ĺ –Ņ–Ķ—Ä–Ķ–∑–į–≥—Ä—É–∑–ł—ā–Ķ –į–Ņ–Ņ–į—Ä–į—ā. –í —Ā–Ķ—Ä–≤–ł—Ā–į—Ö, –ļ–į–ļ –°–≤–į—Ä –°–Ķ—Ä–≤–ł—Ā –≤ –ē–ļ–į—ā–Ķ—Ä–ł–Ĺ–Ī—É—Ä–≥–Ķ, –ĺ–Ī–Ĺ–ĺ–≤–Ľ–Ķ–Ĺ–ł–Ķ –Ī–Ķ—Ā–Ņ–Ľ–į—ā–Ĺ–ĺ –Ņ—Ä–ł –≥–į—Ä–į–Ĺ—ā–ł–ł. –ě–≥—Ä–į–Ĺ–ł—á–Ķ–Ĺ–ł–Ķ: –Ĺ–Ķ –Ņ—Ä–Ķ—Ä—č–≤–į–Ļ—ā–Ķ –Ņ—Ä–ĺ—Ü–Ķ—Ā—Ā ‚ÄĒ —ć—ā–ĺ –Ņ—Ä–ł–≤–Ķ–ī–Ķ—ā –ļ —Ā–Ī—Ä–ĺ—Ā—É –Ĺ–į—Ā—ā—Ä–ĺ–Ķ–ļ. –ü–ĺ—Ā–Ľ–Ķ –ĺ–Ī–Ĺ–ĺ–≤–Ľ–Ķ–Ĺ–ł—Ź –ĺ—ā–ļ–į–Ľ–ł–Ī—Ä—É–Ļ—ā–Ķ —ā–ĺ–ļ –Ņ–ĺ —ć—ā–į–Ľ–ĺ–Ĺ–Ĺ–ĺ–ľ—É –Ņ—Ä–ł–Ī–ĺ—Ä—É.
–†–Ķ–∑—é–ľ–Ķ
–í —Ā—ā–į—ā—Ć–Ķ –Ņ–ĺ–ī—Ä–ĺ–Ī–Ĺ–ĺ —Ä–į—Ā—Ā–ľ–ĺ—ā—Ä–Ķ–Ĺ—č –Ņ—Ä–ł–Ĺ—Ü–ł–Ņ—č —Ä–į–Ī–ĺ—ā—č —Ā–≤–į—Ä–ĺ—á–Ĺ—č—Ö –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä–ĺ–≤, –ļ—Ä–ł—ā–Ķ—Ä–ł–ł –ł—Ö –≤—č–Ī–ĺ—Ä–į –ī–Ľ—Ź —Ä–į–∑–Ĺ—č—Ö –∑–į–ī–į—á, –ľ–Ķ—ā–ĺ–ī—č –ĺ–Ī—Ā–Ľ—É–∂–ł–≤–į–Ĺ–ł—Ź –ł —Ä–Ķ–ľ–ĺ–Ĺ—ā–į, –į —ā–į–ļ–∂–Ķ –Ņ–Ķ—Ä—Ā–Ņ–Ķ–ļ—ā–ł–≤—č —Ä–į–∑–≤–ł—ā–ł—Ź –≤ –†–ĺ—Ā—Ā–ł–ł —Ā –į–ļ—Ü–Ķ–Ĺ—ā–ĺ–ľ –Ĺ–į –ł–Ĺ–Ĺ–ĺ–≤–į—Ü–ł–ł –ł –ł–ľ–Ņ–ĺ—Ä—ā–ĺ–∑–į–ľ–Ķ—Č–Ķ–Ĺ–ł–Ķ. –≠—ā–ł —É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–į —Ā–ĺ—á–Ķ—ā–į—é—ā –ļ–ĺ–ľ–Ņ–į–ļ—ā–Ĺ–ĺ—Ā—ā—Ć, —ć—Ą—Ą–Ķ–ļ—ā–ł–≤–Ĺ–ĺ—Ā—ā—Ć –ł –Ĺ–į–ī–Ķ–∂–Ĺ–ĺ—Ā—ā—Ć, –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź—Ź —Ä–Ķ—ą–į—ā—Ć –∑–į–ī–į—á–ł –ĺ—ā –Ī—č—ā–ĺ–≤—č—Ö —Ä–į–Ī–ĺ—ā –ī–ĺ –Ņ—Ä–ĺ–ľ—č—ą–Ľ–Ķ–Ĺ–Ĺ—č—Ö –Ņ—Ä–ĺ–Ķ–ļ—ā–ĺ–≤ —Ā –ľ–ł–Ĺ–ł–ľ–į–Ľ—Ć–Ĺ—č–ľ–ł –Ņ–ĺ—ā–Ķ—Ä—Ź–ľ–ł —ć–Ĺ–Ķ—Ä–≥–ł–ł –ł –≤—Ä–Ķ–ľ–Ķ–Ĺ–ł.
–Ē–Ľ—Ź –ĺ–Ņ—ā–ł–ľ–į–Ľ—Ć–Ĺ–ĺ–≥–ĺ –ł—Ā–Ņ–ĺ–Ľ—Ć–∑–ĺ–≤–į–Ĺ–ł—Ź –≤—č–Ī–ł—Ä–į–Ļ—ā–Ķ –ľ–ĺ–ī–Ķ–Ľ–ł –Ņ–ĺ –ľ–ĺ—Č–Ĺ–ĺ—Ā—ā–ł –ł —Ą—É–Ĺ–ļ—Ü–ł—Ź–ľ, –Ņ—Ä–ĺ–≤–ĺ–ī–ł—ā–Ķ —Ä–Ķ–≥—É–Ľ—Ź—Ä–Ĺ–ĺ–Ķ —ā–Ķ—Ö–Ĺ–ł—á–Ķ—Ā–ļ–ĺ–Ķ –ĺ–Ī—Ā–Ľ—É–∂–ł–≤–į–Ĺ–ł–Ķ –ļ–į–∂–ī—č–Ķ 300‚Äď500 —á–į—Ā–ĺ–≤, —Ā–Ľ–Ķ–ī–ł—ā–Ķ –∑–į –Ī–Ķ–∑–ĺ–Ņ–į—Ā–Ĺ–ĺ—Ā—ā—Ć—é –ł –ļ–į–Ľ–ł–Ī—Ä–ĺ–≤–ļ–ĺ–Ļ. –í–Ĺ–Ķ–ī—Ä—Ź–Ļ—ā–Ķ –Ņ—Ä–ĺ—Ą–ł–Ľ–į–ļ—ā–ł–ļ—É, —á—ā–ĺ–Ī—č –Ņ—Ä–ĺ–ī–Ľ–ł—ā—Ć —Ā—Ä–ĺ–ļ —Ā–Ľ—É–∂–Ī—č –ī–ĺ 10 –Ľ–Ķ—ā –ł –ł–∑–Ī–Ķ–∂–į—ā—Ć –Ņ—Ä–ĺ—Ā—ā–ĺ–Ķ–≤.
–Ě–į—á–Ĺ–ł—ā–Ķ —Ā –ĺ—Ü–Ķ–Ĺ–ļ–ł —Ā–≤–ĺ–ł—Ö –Ĺ—É–∂–ī –ł –Ņ—Ä–ł–ĺ–Ī—Ä–Ķ—ā–ł—ā–Ķ –Ņ–ĺ–ī—Ö–ĺ–ī—Ź—Č–ł–Ļ –ł–Ĺ–≤–Ķ—Ä—ā–ĺ—Ä —É–∂–Ķ —Ā–Ķ–≥–ĺ–ī–Ĺ—Ź ‚ÄĒ —ć—ā–ĺ –ł–Ĺ–≤–Ķ—Ā—ā–ł—Ü–ł—Ź –≤ –ļ–į—á–Ķ—Ā—ā–≤–ĺ —Ā–≤–į—Ä–ļ–ł –ł –≤–į—ą—É —ć—Ą—Ą–Ķ–ļ—ā–ł–≤–Ĺ–ĺ—Ā—ā—Ć. –ě–Ī—Ä–į—ā–ł—ā–Ķ—Ā—Ć –≤ –Ņ—Ä–ĺ–≤–Ķ—Ä–Ķ–Ĺ–Ĺ—č–Ķ —Ā–Ķ—Ä–≤–ł—Ā—č –ł–Ľ–ł –Ņ—Ä–ĺ—ā–Ķ—Ā—ā–ł—Ä—É–Ļ—ā–Ķ –ĺ–Ī–ĺ—Ä—É–ī–ĺ–≤–į–Ĺ–ł–Ķ, —á—ā–ĺ–Ī—č –ī–ĺ–Ī–ł—ā—Ć—Ā—Ź –Ņ—Ä–ĺ—Ą–Ķ—Ā—Ā–ł–ĺ–Ĺ–į–Ľ—Ć–Ĺ—č—Ö —Ä–Ķ–∑—É–Ľ—Ć—ā–į—ā–ĺ–≤ –Ī–Ķ–∑ –ļ–ĺ–ľ–Ņ—Ä–ĺ–ľ–ł—Ā—Ā–ĺ–≤!
Leave a reply